核心要点:
- 砂型铸造成本最低但精度最差,适合大规格产品
- 金属型铸造精度高、表面光洁,但模具成本也高,适合中等批量的珐琅铸铁锅
- 覆膜砂工艺适合复杂异形件,但成本和砂型接近
- 铸造工艺的选择直接影响珐琅层的表面效果和加工余量
- 采购商在验厂时最应该看的,是工厂的模具管理体系
你有没有过这种感觉:拿到一口铸铁锅样品,翻过来看锅底,壁厚不均匀,摸起来表面粗糙,边缘还有毛刺。你问工厂,工厂说这是正常现象。那一刻你心里肯定在嘀咕——到底是工艺问题,还是我要求太高了?
老实说,这个困惑我见过太多次了。很多采购商选铸铁锅供应商,把注意力放在了价格、珐琅颜色、手柄款式上,却忽略了一个最根本的问题:这口锅是怎么铸出来的。
铸造工艺不一样,成本不一样,精度不一样,成品率不一样,最终到你手里的铸件品质也完全不一样。
砂型铸造、金属型铸造、覆膜砂铸造,这三种是铸铁锅主流的铸造工艺。选对了工艺,供应商管理起来就省心一大半;选错了,后面的质量问题、返工成本、交期延误,一堆麻烦就来了。
今天把这个话题彻底讲清楚。
一、先把三个基本概念搞清楚
在说具体差异之前,先把这三种工艺到底是什么讲一下,不讲太学术,就讲你能看懂的。
砂型铸造
砂型铸造是历史最久、最常见的一种铸造方式。简单说,就是把熔化的铁水倒进用沙子做的模具里,等铁水冷却凝固,把沙子模具打碎,铸件就出来了。
砂型的模具是一次性的——每次浇铸都要重新造型,所以效率不高。但砂型的好处是设备投入小、模具成本低、适应性广,什么形状都能做,大到几百公斤的工业件,小到一个几公斤的锅,都行。
铸铁锅里,砂型铸造最常用于大规格产品,比如26cm以上的火锅、炖锅,或者形状比较简单的日式砂锅。
金属型铸造
金属型铸造用的是金属模具(通常是铸铁或钢),铁水在金属模具里凝固成型。金属模具不是一次性的,可以反复使用。
因为模具是金属的,导热快,铁水在模具里冷却凝固的速度也快,晶粒组织更细密,铸件的机械性能更好。而且金属模具的尺寸精度高,做出来的铸件表面也比砂型光洁得多。
珐琅铸铁锅(尤其是西洋风格的Dutch Oven)目前最主流的工艺就是金属型铸造,因为金属型做出来的毛坯基本可以直接施釉,不需要大量打磨加工。
缺点是金属模具的制造成本很高,是砂型的5到10倍,而且每次浇铸前要预热模具,工艺控制要求高。
覆膜砂铸造
覆膜砂是介于砂型和金属型之间的一种工艺。它用的是改性砂(覆膜砂),通过热芯盒或冷芯盒工艺在砂芯内固化成形,形状精度比普通砂型好,但比金属型差一些。
覆膜砂最擅长做形状复杂的异形件——那些砂型不好做、金属型也做不了的复杂结构,覆膜砂往往能一次成形,减少后期机加工。
二、三种工艺的真实成本差异
说成本是最实在的,采购商最关心这个。
我把三种工艺的成本要素拆开来比较,你就清楚了。
模具成本(一次性投入)
| 工艺 | 模具成本(24cm锅具参考) | 模具寿命 |
|---|---|---|
| 砂型铸造 | 3000–8000元/套 | 无限(一次性砂型) |
| 金属型铸造 | 30000–80000元/套 | 30000–50000模次 |
| 覆膜砂铸造 | 8000–20000元/套 | 5000–15000模次 |
金属型模具贵,但寿命长,分摊到每件产品上的模具成本,随着产量增加会快速摊薄。
工艺成本(单件加工费)
这个数据是综合几家同行工厂的行情,大概区间如下:
- 砂型铸造:加工费约8–15元/件(视产品大小和复杂程度)
- 金属型铸造:加工费约12–22元/件(效率高但设备折旧大)
- 覆膜砂铸造:加工费约10–18元/件
注意:这里说的是纯铸造加工费,不含珐琅喷涂、后处理等后续工序。
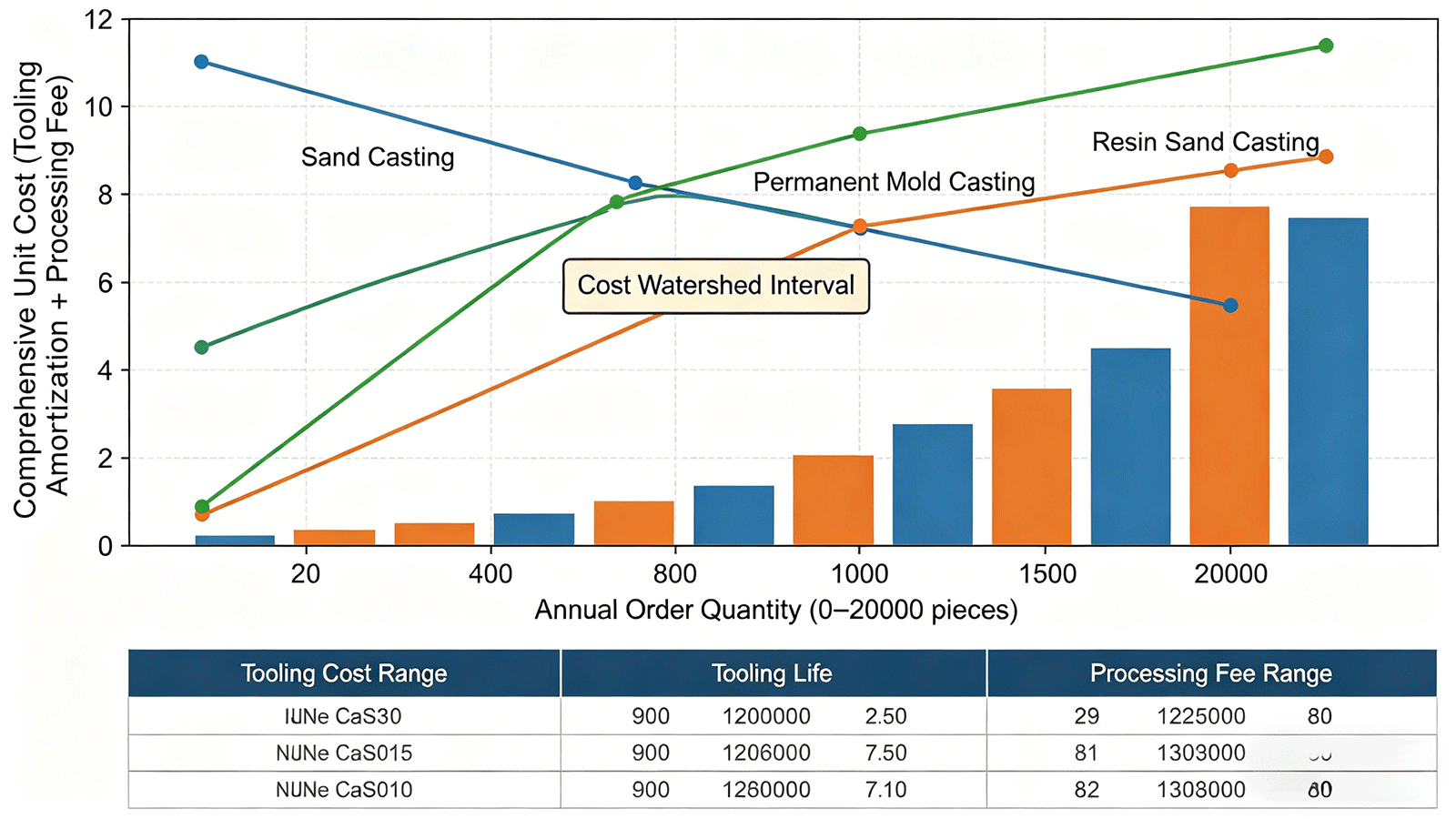
综合成本分水岭
如果只看模具成本和工艺费,在年订单量达到3000件以上时,金属型的单件综合成本开始具有优势;在3000件以下,砂型或覆膜砂的综合成本更低。
但这个数字不是绝对的——如果产品表面质量要求高,砂型需要大量后处理打磨,那成本就会叠加上去,综合成本可能比金属型还高。
三、精度和表面质量:直接影响珐琅效果
这一段是重点,也是采购商最容易忽略的地方。
铸造工艺的选择,对珐琅层的最终效果有直接影响。
表面粗糙度
铸件毛坯的表面粗糙度,直接决定珐琅层的附着力和最终外观。
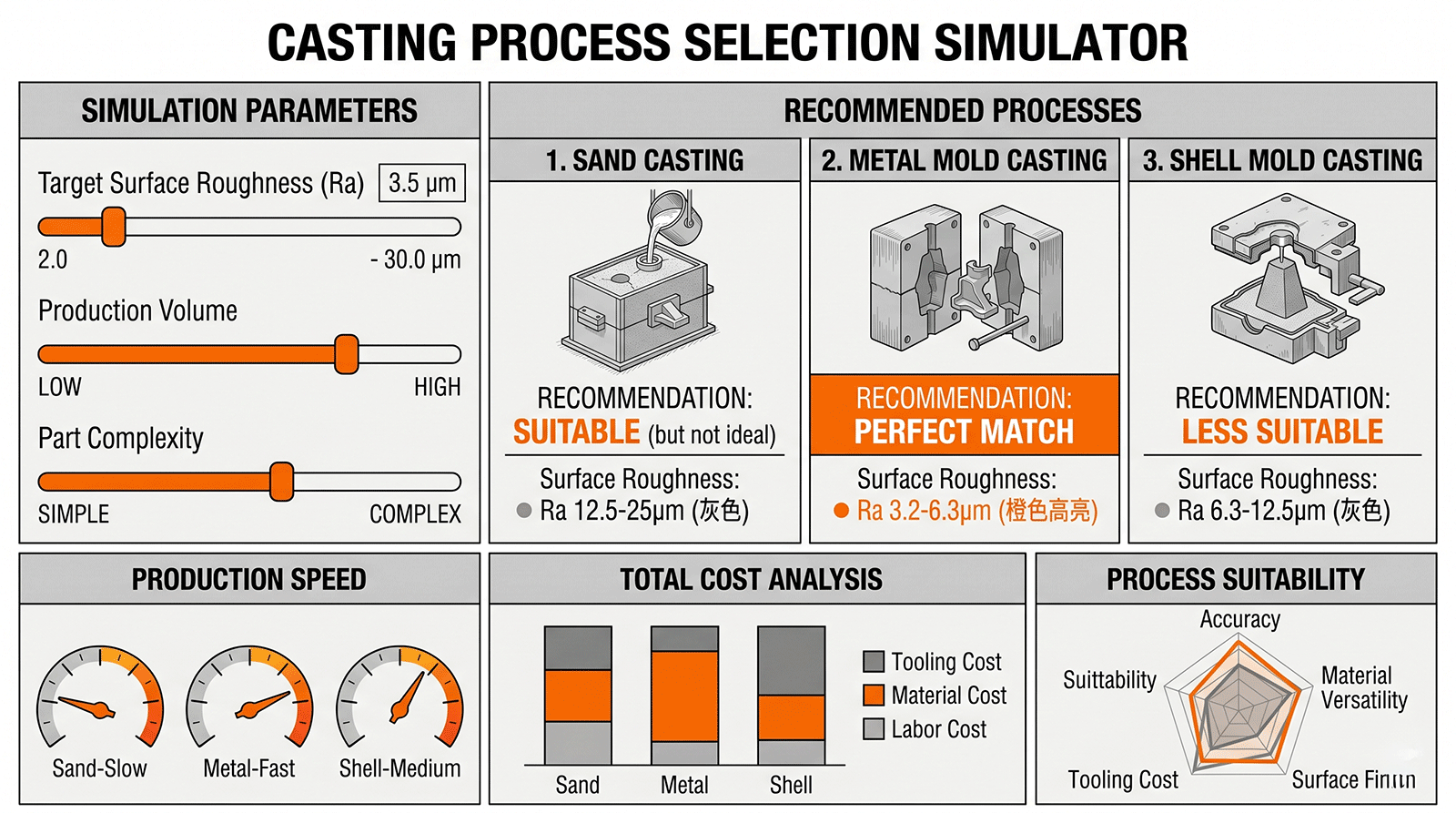
砂型铸造的铸件表面粗糙度通常在Ra 12.5–25μm(粗糙度参数,数字越大越粗糙)。这个粗糙度意味着铸件表面有明显凹凸,需要打磨处理后才能施釉。
金属型铸造的铸件表面粗糙度可以做到Ra 3.2–6.3μm,基本是”镜面”状态,铸件毛坯基本可以直接喷珐琅,不需要二次打磨。
覆膜砂铸件的表面粗糙度在Ra 6.3–12.5μm之间,通常需要轻微打磨或喷砂处理后施釉。
壁厚均匀性
铸铁锅的壁厚均匀性,影响热传导的均匀性,也影响成品重量偏差。
砂型铸造的壁厚偏差通常在±1.5–2.0mm,大规格产品偏差可能更大。
金属型铸造的壁厚偏差可以控制在±0.8–1.2mm,精度高很多。
覆膜砂铸造的壁厚偏差在±1.0–1.5mm之间。
对于要做珐琅涂层的锅具来说,壁厚均匀性好,珐琅层的厚度分布也会更均匀,烧制时不易出现流釉或者厚度不足的问题。

气孔率(针孔)
铸铁件内部的气孔(针孔)是影响珐琅层质量的主要缺陷之一。
砂型铸造因为砂芯在铁水凝固过程中会产生气体,如果排气设计不好,容易在铸件表面或内部形成气孔。气孔严重的铸件在施釉时釉料会渗入气孔,烧制后表面出现针孔,珐琅层不完整。
金属型铸造因为模具可以设计排气通道,而且金属模具的冷却速度快,气体容易排出,气孔率通常比砂型低很多。
覆膜砂工艺本身排气性能介于两者之间,气孔率也介于两者之间。
四、不同工艺适合什么样的产品
结合上面的分析,说说三种工艺各自最适合的产品类型。
砂型铸造适合的场景
- 大规格产品(26cm以上):锅具直径大,砂型铸造的模具成本分摊到每件产品上就变得很低
- 形状简单、以实用为导向的产品:表面粗糙可以通过后期喷砂处理解决,不需要高精度的产品
- 订单量小(单款年订单500件以下):不需要开金属型模具,综合成本最低
- 异形件或者定制类产品:砂型灵活性高,适合小批量多品种
金属型铸造适合的场景
- 珐琅铸铁锅的主流选择:尤其是西洋风格的产品,对表面光洁度和壁厚均匀性要求高
- 中等批量(单款年订单3000件以上):金属型模具成本可以被产量摊薄
- 追求高成品率:金属型工艺稳定,铸件缺陷率低,珐琅加工的前处理工序少
- 产品一致性要求高:金属型铸件尺寸稳定,和金属型配套的工装夹具精度也高
覆膜砂铸造适合的场景
- 复杂异形铸铁件:带有不规则曲线、深腔、侧孔等结构的锅具
- 介于砂型和金属型之间的成本预算:覆膜砂模具成本比金属型低很多,但精度比普通砂型好
- 小批量中等批量(单款年订单1000–5000件):综合性价比最平衡
五、工厂选择指南:验厂时问什么、怎么看
说一千道一万,作为采购商,你最终要选一个工厂合作。验厂的时候,铸造工艺这块怎么判断?
问工厂三个问题
第一个:你们的产品是用什么铸造工艺做的?有没有工艺文件?
能直接回答出工艺类型,并且有相应工艺规范的工厂,通常对自身工艺能力有清醒认知。比那些只会说”什么都能做”但说不清楚具体工艺路线的工厂靠谱得多。
第二个:你们的铸件毛坯表面粗糙度一般是多少,有没有实测数据?
能提供实测粗糙度数据的工厂,说明他们在过程控制上有量化管理意识。数据如果在Ra 3.2–6.3μm范围,基本是金属型水准;如果在Ra 12.5μm以上,基本是砂型水准。
第三个:你们的金属型模具使用寿命是多少模次,模具损坏和报废的标准是什么?
这个回答能直接反映工厂的模具管理水平。模具管理混乱的工厂,模具使用寿命普遍偏低,而且报废标准不清晰,铸件质量波动大。
看工厂两个东西
看铸件样品:让工厂提供铸件毛坯样品(不上珐琅的原始状态),自己量一下壁厚均匀性,看看表面平整度,有没有明显的披缝(合模线错位)、气孔、夹渣。
看模具仓库:如果工厂有金属型模具,问问他们的模具库存量和维护记录。模具库存充足、维护记录清晰的工厂,通常有稳定的金属型铸造产能。
六、选错工艺会有什么后果
如果你选了一个工艺路线不匹配的工厂,后续会面临哪些问题?
选了不合适的铸造工艺,最常见的三个后果
第一,珐琅层针孔和起皮。因为铸件表面粗糙度过高,珐琅层和铸件基体的附着力不够,使用一段时间后出现珐琅层起皮、剥落。这种问题在砂型铸造的产品上比较常见。
第二,壁厚偏差大导致重量超标或者不达标。壁厚偏重,材料成本增加;壁厚偏轻,产品性能(热容量)不达标。砂型铸造的壁厚偏差大,控制起来比较困难。
第三,交期不稳定。砂型铸造的效率本身比金属型低,旺季排产的时候,砂型的产能瓶颈更明显。如果你的订单量在持续增长,砂型供应商的交期会越来越不稳定。
七、总结:选工艺就是选供应链的基础
铸铁锅的铸造工艺选择,是供应链最上游的决策。这个决策做对了,后面的质量管理、成本控制都会顺畅很多。
砂型便宜但粗糙,金属型贵但精度高,覆膜砂在中间找平衡。没有什么工艺是绝对的好或者不好,关键是看你的产品定位、订单量、品质要求,能不能和这个工艺的优势匹配上。
选供应商的时候,不要只看他们的报价单数字,多问一句:你们用什么工艺做?有没有工艺规范?铸件毛坯的粗糙度是多少?这几个问题问清楚了,比你看十份报价单都有用。
三聪厨具目前三种铸造工艺都有能力做,金属型和覆膜砂是主力生产线。选哪家供应商,先搞清楚他们的工艺能力边界,比砍价更重要。