核心要点:
- 水波纹四大根源:抛光轮压痕、膏体残留、基材平整度、治具应力
- 镜面 Ra<=0.2μm 且 GU>=800,拉丝核心看纹理均匀度,雾面 15-25GU
- Spec必须写清明洁度类型、Ra值、GU区间、允许缺陷位置与大小
- 大货前每个规格单独打样确认,验货带光泽度仪和标准样板
- 薄壁锅体(<1.2mm)抛光变形概率极高,是最容易被忽略的根因
做不锈钢锅采购,这个坑你大概率踩过——货到了仓库,抽检的时候表面亮得晃眼,顺手把锅换个角度一偏,完了,锅壁上清清楚楚映着波浪形的纹路。客户那边一句话甩过来:这批有水波纹,不合格。工厂也急了:我们抛了两遍光,真的抛了两遍。
到底是谁的问题?说实话,两边都没说错。水波纹这个东西,抛光不背全锅,采购也不全是吹毛求疵。标准没说清楚,才是根子。今天从工厂干了十几年的角度,把这个事彻底掰开了讲。
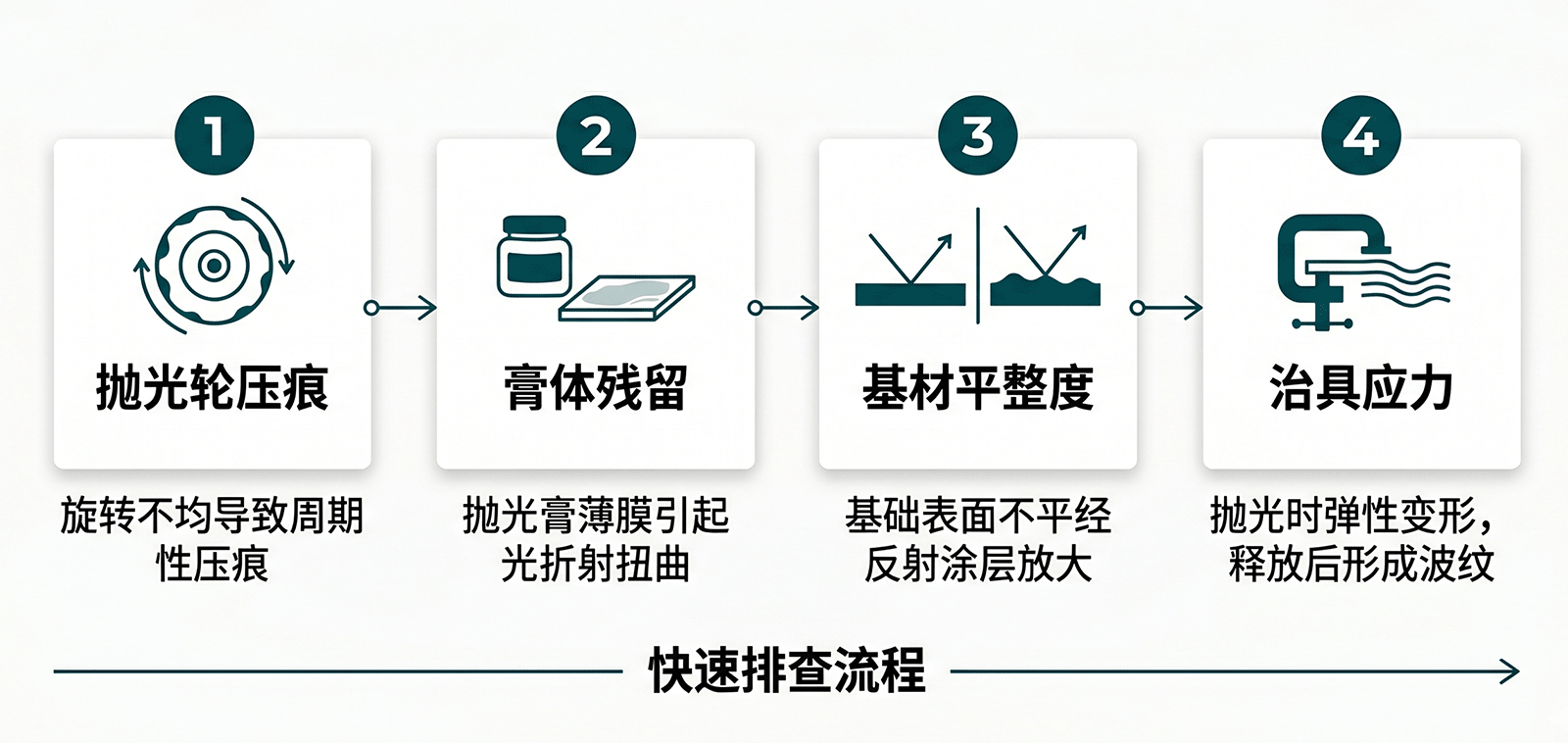
水波纹从哪儿来?四个根因,挨个说清楚
很多采购商以为水波纹就是抛光没做好。其实不对——你看到的水波纹,大概率是前面几道工序埋下来的雷,抛光只是把它暴露出来了。能造成水波纹的根因有四条,排查顺序从简单到复杂。
第一条:抛光轮压痕——最常见,但最容易返工
抛光轮转速不均匀或操作工手上力度前后不一致,锅体表面就会留下周期性的微小压痕。光线打上去,这些压痕形成明暗交替的条纹,肉眼看着就是波浪。手工抛光线上这个问题最常见,特别是换了新轮子或者换了人之后。自动抛光机也不是完全没问题——导轨磨损了、主轴有跳动,一样出压痕。
有个数字值得记住:抛光轮转速的跳动如果超过5%,人眼就能在镜面或高光表面看出水波纹。换句话说,自动抛光机的轴承磨损、轮子动平衡失调,是肉眼看不见但会直接导致波纹的质量事故。
去年我们给一个欧洲品牌做拉丝汤锅,大货抽检时发现某个批次的锅壁中段出了水波纹。追到车间一看,是抛光工那天手腕扭了,右手发力不均匀——因为他是左撇子,右手本来就不是主发力手,那天临时换过来结果力度控制不住。这批返工了大概两百口,亏了几万块。手工抛光线的稳定性高度依赖操作工的状态,这个真没办法完全避免,但可以通过在岗培训和轮岗交接记录来降低频率。
第二条:抛光膏残留——最容易被验货忽略的”假性波纹”
这条踩过坑的采购商不多,但一旦踩了,在客户面前就是大写的尴尬。
有些抛光膏比较黏,抛完光如果清洗不到位,表面会留一层薄薄的膏体膜。光线透过这层膜发生折射扭曲,看着跟水波纹一模一样。但拿无水酒精或者专用不锈钢清洗剂一抹——相当多所谓的水波纹直接消失了。这种”假性波纹”的判断能省掉一半以上的冤枉扯皮。
工厂端的标准操作是:每道抛光工序后都要用超声波清洗机清洗工件,再用纯水冲净,最后用干燥柜烘干。如果工厂清洗流程不完整,膏体残留的概率会明显上升。验厂的时候可以去看一下抛光车间的清洗区——超声波清洗槽的溶液是否及时更换,清洗后有没有干燥痕迹,一眼就能判断这个工厂的品控水平。
第三条:基材平整度——最深层的根因,也是最难解决的
这条是最容易被采购商忽略的,也是工厂最难提前预警的。
不锈钢板材在冲压和拉伸成锅体的过程中,底部和壁部不可避免地会产生起伏。这些起伏在拉伸比大的深锅上尤其明显。拉伸比(Drawing Ratio)是评价深拉伸难度的一个关键指标——锅体深度除以锅口直径,比值越大,变形越剧烈,基材表面起伏越明显。深锅的拉伸比通常在0.7到0.9之间,超过0.8就算是高难度拉伸,基材表面平整度很难控制。
抛光只能把表面磨光,填不平底层的凹凸。更残酷的是——光亮表面往往把基材的起伏给”放大”了。原来在亚光状态下肉眼看不见的微小起伏,抛成镜面之后在光线下变得清清楚楚。所以很多情况下,抛光完水波纹反而更明显了,不是抛光把货做坏了,而是抛光把原来的底子问题暴露出来了。
有个规律可以参考:同一批304板材,深锅型号水波纹投诉率通常比浅锅高出三倍以上。原因很简单:深锅拉伸比大,壁部变形更剧烈,基材起伏更多。所以采购深锅的时候,对光洁度要求要更谨慎地评估,合同里的允许波纹范围可以适当放宽0.5到1毫米。
第四条:治具夹持应力——最多工厂不会主动说的那个因素
抛光的时候锅体是夹在治具上旋转的。夹持点位置如果偏了,或者力度不均匀,锅体在旋转过程中会产生微小弹性变形。抛完松开夹具,应力释放,变形回弹,波纹就定形了。这个在锅口翻边处特别容易出现——因为翻边刚性大,夹持力传导过来之后变形不好控制。
好的治具会在三个点或以上均匀夹持,接触面垫软胶,减少应力集中。差的治具就两个硬点顶着,锅体受力不均,抛出来肯定有波纹。验厂的时候可以去抛光车间看看治具——这个一望便知,不用问工厂,他们自己也清楚好坏治具的差别。
还有一个和治具相关但更隐蔽的问题:夹具和锅体材质的热膨胀系数差异。抛光过程中摩擦生热,夹具和锅体同时升温,膨胀量不一样也会造成微小应力差。这个在高光抛光阶段(最后几道精抛)尤其明显,因为那几道工序转速最高、摩擦最剧烈。控制方案是:在精抛工序前让工件充分冷却,或者使用与不锈钢热膨胀系数接近的夹具材质(铝合金夹具比碳钢夹具更接近不锈钢)。如果工厂的工艺员懂这个,说明他们的水平在行业均值以上。
附加一条:锅壁太薄——最容易被采购商自己挖的坑
1.0mm以下的薄壁不锈钢锅,抛光时稍微用力就变形,出现水波纹几乎是板上钉钉的事。有些采购商为了省材料成本,指定要用更薄的板材——”能不能用0.8mm的?我们想省点钱。”工厂通常会提醒,但有些工厂不提醒,等出了波纹再说是”来料规格问题”,责任就很难分了。
如果对光洁度有要求,锅体厚度不低于1.2mm是底线,1.5mm更稳妥。别为了省那点材料费把后面的验收全部搭进去——薄0.3mm每口锅省几块钱,但出现波纹整批返工的成本是这个数字的几十倍。
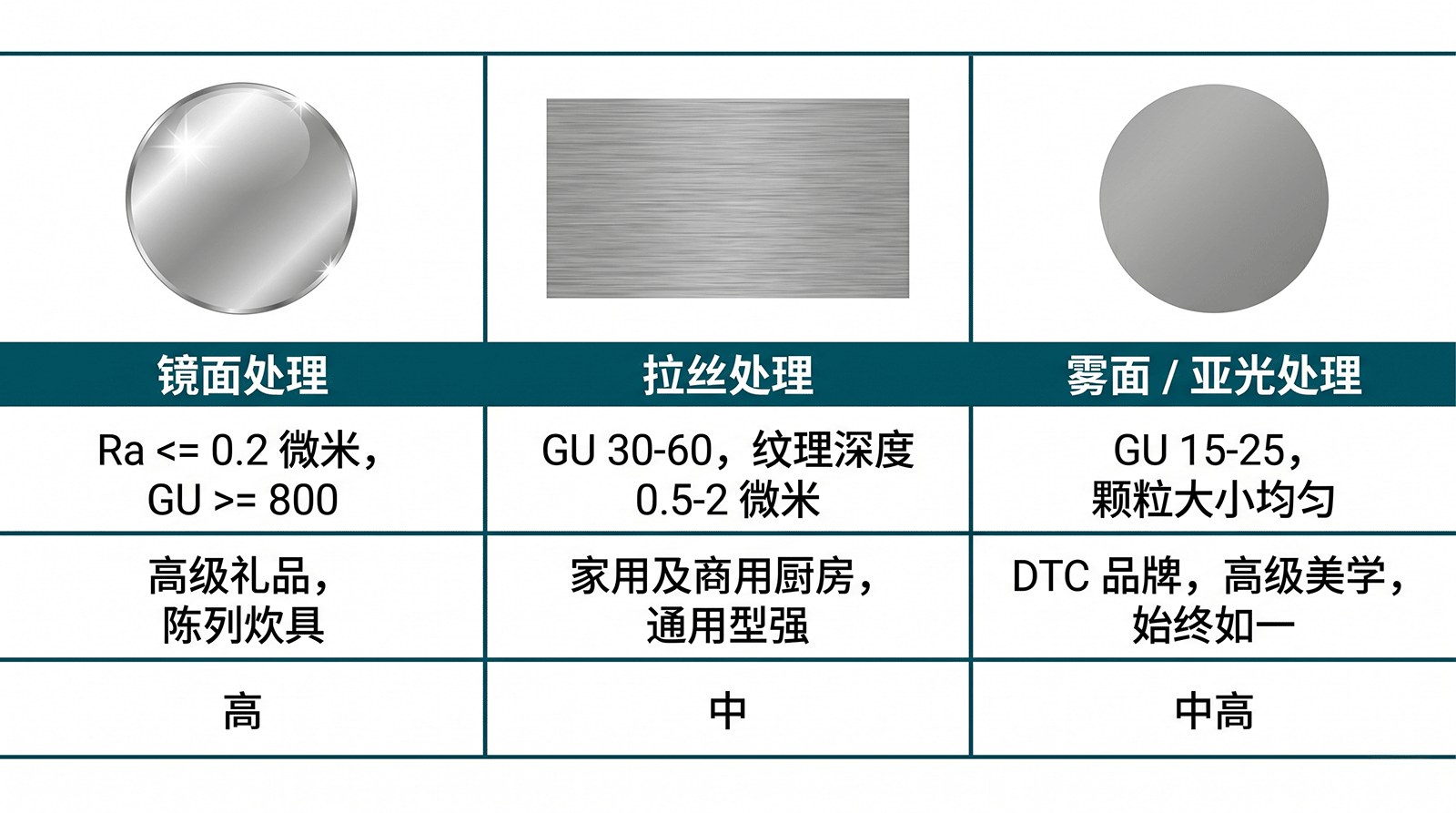
镜面、拉丝、雾面——三种光洁度的工艺逻辑与验收参数
不锈钢锅的表面光洁度,主流就三种方案。工艺逻辑不同,设备要求不同,验收参数也不同。选错类型比做不好更冤——因为选错了,后期怎么返工都很难达标。
镜面(Mirror Finish):成本最高,对基材最挑剔
镜面就是把表面抛到跟镜子一样,能照出人影。工艺上要走好几道,从粗到细,中间穿插清洗:
第一步:粗抛,用砂带或砂轮磨掉氧化皮和冲压纹路,这一步用的是120到180目粗砂带,目标是去除表面宏观缺陷。第二步:中抛,用320到400目抛光膏,把粗砂带留下的磨痕磨平。第三步:精抛,用600到800目细抛膏,这一刀下去表面开始有光泽了。第四步:收口抛,用羊毛轮或绒布轮配合氧化铬抛光膏,抛到镜面效果。
四道工序,对应四种不同的抛光轮和四种不同的抛光膏。如果哪道跳过了或者工艺参数不对,最终效果都会打折扣。特别是第三步和第四步之间,如果清洗不干净,上一步的粗颗粒抛光膏残留在工件表面,第四步抛出来反而会把粗颗粒压进表面,形成新的微观凹坑,在镜面下清晰可见。
验收镜面看两个硬指标:
- 表面粗糙度 Ra <= 0.2 μm(Ra值用轮廓仪测量,采购商一般没有这个设备,通常靠工厂出厂报告或者第三方检测)
- 光泽度 GU >= 800(60度角测量,用便携式光泽度仪,采购商自己花几百块可以买)
镜面的核心坑在于:对基材平整度要求极苛刻。稍微有点不平,抛成镜面后水波纹特别扎眼。所以镜面锅通常用1.5mm以上厚板,成本比拉丝锅高出15到25个百分点。运输也是问题——镜面一碰就划,内衬得用珍珠棉加气泡膜再加硬纸护角,包装成本又上去了。
还有一个镜面的特殊问题:焊接部位抛光。镜面锅如果有焊接点(把手连接处、复合底焊接处),焊道周围的抛光一致性是最难保证的。焊道热影响区的金相组织和基材不一样,硬度有差异,抛光时磨削量不同,表面出来就有色差或波纹。解决方案是在焊接后先做固溶处理,恢复金相组织均匀性,再进入抛光线。这个工序会增加成本,但不做的话,镜面锅的焊道位置几乎必然成为验收争议点。
镜面适合什么场景?高端礼品、展示道具、日式/欧式极简风格客群。如果你的目标市场是这类买家,且价格敏感度低,镜面是加分项。如果走性价比或电商爆款路线,镜面别碰——售后扯皮够你喝一壶的。
拉丝(Brushed Finish):容错率最高的实用之选
拉丝是最通用的工艺,在不锈钢表面拉出均匀纹路。纹理方向有直纹、乱纹、螺纹、雪花纹等。工艺上用的是尼龙轮或砂带,按固定方向打磨出纹理。
拉丝最大的好处是容错率高。纹理本身就遮小瑕疵——轻微的基材不平、轻微的划痕,在拉丝面上都不太明显。这也是为什么拉丝是商用和家用不锈钢锅的主流选择:终端用户日常使用难免磕碰,拉丝面划花了也不太看得出来。
拉丝的验收核心就一个词:均匀度。具体拆开是四条:
- 纹理深浅一致,不能有明显深浅交替的条纹
- 纹理方向统一,不能有断纹或局部乱纹
- 光泽度参考范围 30-60 GU
- 纹理深度 0.5-2 μm(太深容易藏污垢,太浅看不出纹理)
这里有个参数要特别关注:纹理方向。Spec里必须写清楚是直纹、乱纹还是螺纹,而且要有确认样板。我见过不止一次——采购商Spec里写”表面拉丝处理”,大货出来纹理方向和当初确认的样板完全不一样。工厂说”你也没写要哪种纹啊”。所以Spec里必写:纹理方向与确认样板一致,方向:直纹/乱纹/螺纹(划选并签字)。
还有一个容易扯皮的问题:拉丝纹路的”圈纹”。手工拉丝是用尼龙轮手工打磨的,操作工手腕一转,纹路在锅口和锅底收口位置会有一个弧形的圈纹,这个圈纹和直纹段有明显的视觉差异。大货验货时这是最容易挑刺的地方。解决方案是:Spec里提前约定圈纹的允许范围(比如距边缘15mm以内允许有轻微圈纹,超出范围不允许),或者要求工厂在精拉丝后加一道去圈纹的轻抛工序。后者会增加一点成本,但能换来大货验收的高通过率。
雾面(Matte/Satin Finish):一致性最难控制的颜值之选
雾面这几年火得不行,哑光质感高级感强,尤其受DTC品牌欢迎。工艺有两种路线:
路线一:尼龙轮轻抛。用尼龙轮配合细磨料(比如600目以上的磨料膏)对表面进行轻抛,磨削量很小,出来的效果是细腻的哑光感。这种工艺对操作工经验要求高——力度大了雾面变亮,力度小了效果出不来,稳定性难以保证。
路线二:喷砂。用细砂(通常是氧化铝砂,粒度在100到300目之间)通过压缩空气高速喷射到不锈钢表面,物理性地把表面打粗糙。喷砂出来的雾面颗粒感比尼龙轮抛出来的更强,质感更粗粝。喷砂的优势是批次一致性好——只要喷砂的参数(气压、砂粒大小、喷射距离、时间)固定,同一批出来的效果基本一致。
雾面验收看两个指标:
- 光泽度 15-25 GU(通常用60度角测量)
- 表面颗粒度均匀,不能有粗细不均的区块
雾面最难搞的是一致性,有三种具体表现:
第一种是规格差异。28cm和32cm的雾面锅,喷砂时轮面接触弧度不同,磨削效果不一样,往往大锅偏亮、小锅偏哑。尼龙轮工艺也存在这个问题,只是逻辑不同。所以雾面产品务必让工厂每个规格都单独打样,不要以为一个规格确认了其他就自动OK。
第二种是位置差异。同一口锅上,锅底和锅壁的雾面效果可能不一样——因为喷砂时锅底是直面接受喷射,锅壁是弧面,颗粒沉积密度有差异。尼龙轮工艺也存在这个问题,锅底中央和锅壁的抛光压力不同。这个差异在可接受范围内是多少,需要在Spec里提前约定。
第三种是批次差异。尼龙轮的磨料会随着使用逐渐消耗和嵌入异物,磨损到一定程度雾面效果就会变钝或变粗,但操作工不一定能感知到。喷砂也有类似问题——砂粒被撞击破碎后粒度变细,效果也会变化。好的工厂会有轮次更换和砂粒回收的SOP,差的工厂则靠操作工”感觉差不多了再换”。这个差距直接体现在大货批次一致性上。
我们做过一批雾面煎锅,28cm和32cm两个尺寸。28cm的雾面效果很完美,32cm的就是偏亮一些——因为32cm的锅壁弧度更大,尼龙轮接触面积小,单位压力下磨削量更大。后来给32cm单独调低了抛光压力,多试了两轮才达标。所以雾面产品的工艺参数要按规格分别固化,不能一个参数吃天下。

采购商验收实操清单与常见误区
验货标准怎么写进Spec才有效
说了这么多工艺原理,来点采购商最关心的:我的Spec到底怎么写才能防住水波纹?
Spec里必须白纸黑字写清楚这五项,缺一不可:
第一项:光洁度类型。镜面/拉丝/雾面三选一,不能写”表面光滑”这种废话。如果指定雾面,还要写清楚是喷砂工艺还是尼龙轮工艺。拉丝要写清楚纹理方向(直纹/乱纹/螺纹),有确认样板的要附上样板编号。
第二项:粗糙度Ra值或光泽度GU值区间。写具体数字。镜面:Ra<=0.2μm,GU>=800;拉丝:GU 30-60;雾面:GU 15-25。不要写”与确认样板一致”——样板会磨损和丢失,参数值才是唯一依据。
第三项:允许缺陷的位置和大小。水波纹不是非黑即白的概念,0.1毫米的波纹和1毫米的波纹差别很大。Spec里要写清楚:锅底中央允许有轻微波纹(直径不超过X mm,深度不超过Y mm),锅壁可见区域不允许有可见波纹,把手连接处周围允许有轻微焊道抛光痕迹但不允许有凹凸感。
第四项:参照样板编号。签字确认的标准样板要有编号,Spec里写清楚存档样板编号。大货验货时两件事同时进行:参数测量(光泽度仪)+ 样板对照,缺一不可。
第五项:检测方法。怎么测、在什么光线下测、接受判据是什么。写清楚:60度角光泽度仪测量,取三点平均值;自然光45度角目视检查,转动锅体360度检查全表面。
验货现场实操步骤(记住这五步)
第一步:确认Spec。货到了别急着拆箱,先拿出Spec核对来货是否匹配,特别是光洁度类型和规格。
第二步:准备工具。标准样板(签字确认过的)、便携式光泽度仪、无水酒精或不锈钢清洗剂、干净的无纺布。
第三步:酒精擦拭。先把疑似波纹的位置用酒精擦干净,排除假性波纹(膏体残留)。擦完还有波纹再继续下一步。
第四步:光泽度实测。在待测位置取三点(中央、边缘、连接处),用光泽度仪测量,读数与Spec约定的GU区间对照。低于下限或高于上限都是不合格。
第五步:目视对照。把货和样板并排放置,45度角观察,对照纹理均匀度、色泽一致性和波纹可见度。三样都OK再签字。
三个常见误区
误区一:Spec里只写”表面光滑无缺陷”。这是最常见的死法——”光滑”和”无缺陷”都是主观描述,出了争议双方各执一词,Spec等于白写。正确的写法是参数+位置+接受限值,三要素齐全。
误区二:打样只打一个规格就以为够了。上面分析过,大锅和小锅、镜面和拉丝,工艺参数不完全相同。一个规格的样板确认了,不代表其他规格自动OK。每个规格都要单独打样。
误区三:验货时只看正面不看背面。锅底背面、锅口翻边内侧、把手背面——这些位置虽然不直接影响使用,但在B端验收标准里属于”外观”范畴。如果Spec里写了”整体外观一致”,这些位置也在检查范围内。实际纠纷中相当多”正面OK背面差”的案例,根源是验货的时候只翻了正面。
把标准写进Spec,比验货时吵架管用十倍
水波纹这个问题,往深了看,本质上是买卖双方对”什么算合格”没有提前对齐。工厂觉得抛完了没做坏,采购觉得有波纹就是不行——谁都没错,但标准没说清楚。
有个人员跟我讲过他的教训。有个DTC品牌客户第一次做不锈钢锅,Spec里光洁度就写了一句”镜面效果”。大货出来有轻微水波纹,客户说不行要退。工厂说我们是按镜面工艺做的,轻微波纹在行业里算正常。双方僵了两个礼拜,各自亏了不少。
后来第二次下单,Spec改了:光洁度类型镜面,Ra<=0.2μm,GU>=800,锅底中心允许直径5mm以内轻微波纹(以45度角观察不可见为限),其他位置不允许有可见波纹。参照样板编号SC-2025-044,存档于双方。这个改完之后的订单,大货一次过,验货20分钟搞定。
所以关键就三件事:把光洁度类型和具体参数写进Spec,大货前每个规格单独打样确认,验货时拿样板和光泽度仪双工具对照。做到这三样,水波纹这个坑能避开十之八九。
三聪厨具做出口这么多年,碰到过的水波纹争议没有一百也有八十。说到底都是口径没对齐——Spec没写清楚、打样没做完整、验货没带工具。口径对齐了,什么问题都不是问题。
哦对了,最后提醒一句:如果你发现验货时出现疑似水波纹,先别急着下不合格结论,用酒精擦一下再判断。这个小动作用20秒,能省掉很多不必要的售后扯皮。我在多个客户那里都推荐过这个方法,有人说我是在帮工厂推责任——真不是。这是物理事实:膏体残留造成的假性波纹确实占了疑似水波纹投诉的相当比例,分清楚这个对买方也是保护。