核心要点:
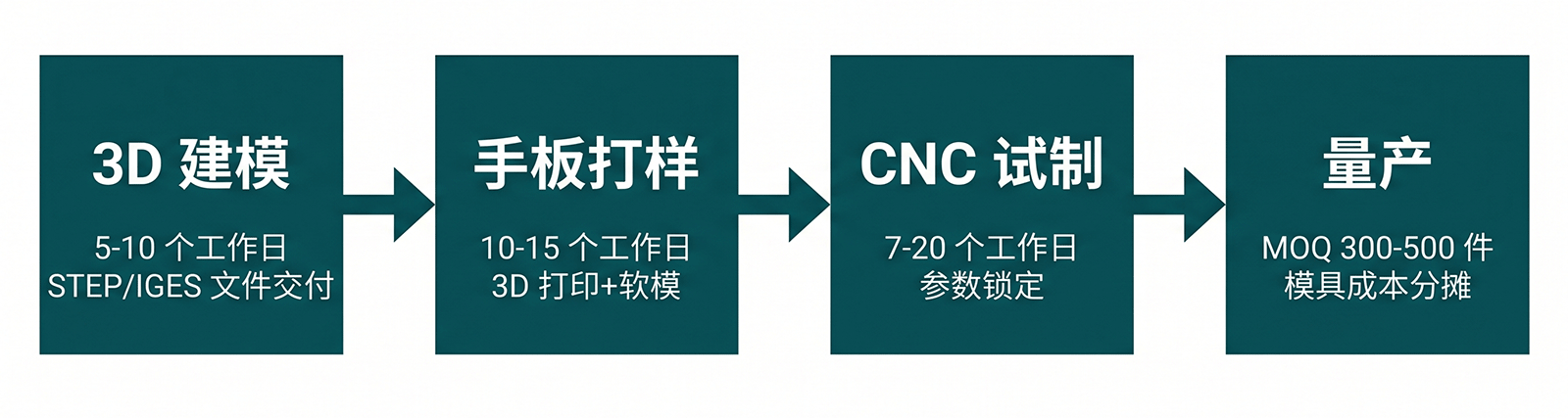
- 异形锅开发要过三关:3D建模、手板打样、CNC试制
- 3D建模阶段图纸规范不统一,是后期改模的主要原因
- 手板样分3D打印和金属简易模,前者看外形,后者验工艺
- CNC试制参数要逐项固化,不能跳过直接上批量
- 异形锅起订量门槛比常规锅高,首单量力而行
做异形锅时间长了,有个感受特别深:常规圆锅的开发,工厂熟门熟路,周期和报价都能报得准。但只要形状一变——椭圆、菱形、爱心形、或者是常规圆形但带有特殊弧度和配件——整个开发链条上的每个环节都会冒出新的问题。
你以为难点是”形状特殊做不出来”。其实不是。
异形锅真正的难点在于:形状变了之后,加工工艺、测量基准、装夹方式、配件配合关系全部跟着变,而这些变化在前两道关——3D建模和手板打样——如果没能充分暴露和验证,等到CNC试制甚至开模量产了才发现问题,改模成本就非常吓人。
这篇文章,把异形锅从创意到量产的标准开发路径拆开讲,配合我们工厂里遇到过的真实踩坑案例,帮你把开发过程走顺。
一、3D建模阶段:图纸规范决定了后端开发的难度
图纸格式不对,前期沟通就要耗掉两周
3D建模阶段,采购商提供的第一份资料基本决定了这个项目后续的痛苦程度。
最理想的资料是STEP或IGES格式的3D文件。这两种格式是国际通用的几何数据交换格式,任何CAD软件都能打开,工厂工程师可以直接读取做工艺评审,不用再花时间还原几何形状。
但现实情况是,有一半的采购商提供的不是这些格式。有提供PDF 2D图纸的,有提供JPG图片让工厂”看着做”的,还有提供SolidWorks原文件但版本太新打不开的。
每一种不规范的资料,都意味着工厂要先花时间解读和还原图纸,这个时间成本最后都会转嫁到项目报价里,或者变成后期改模的隐患。
举个好玩的例子。之前有个做泰国市场的客户,发来一张手绘草图,上面画了一个椭圆锅的大致轮廓,标注了”直径大概30到35厘米,深度10厘米左右”。我们按草图做了3D建模,打了手板样寄过去,客户说深度要再浅2厘米。我们改了,再打一版,又说把手位置不对。这样来回改了四轮,三个月过去了。
回过头来看,如果当初采购商能提供一份哪怕是粗略的3D文件,标注清楚关键尺寸和功能要求,这个项目从第一天就能进入正轨。
STEP格式 + 关键尺寸标注 + 功能说明,这三条是异形锅3D建模阶段采购商需要准备的核心资料。缺任何一条,工厂都要花额外的沟通和解读时间。
设计评审:工厂最关注的是这三个问题
收到3D文件之后,工厂工程团队通常会在2到3天内做一次设计评审。评审的核心不是”这个设计好不好看”,而是”这个设计能不能用工厂现有工艺做出来”。
评审会重点看三个问题:
第一个是拔模角度。异形锅往往有很多不规则曲面,这些曲面在铸造或者冲压的时候有没有足够的拔模角度,决定了产品能不能顺利脱模。一般要求单边至少3度以上,如果设计是倒扣的或者内凹的,拔模角度不够,后期要么产品拉伤,要么根本出不来模具。
第二个是壁厚均匀性。异形锅的壁厚分布往往不均匀,尤其是椭圆锅或者带特殊手柄造型的产品。壁厚差异过大会导致铸造的时候收缩不一致,产生裂纹或者变形。我们通常要求同一产品最大壁厚和最小壁厚之比不超过2.5倍,超过这个比例就要和采购商沟通调整设计。
第三个是测量基准。异形锅的尺寸检测需要明确测量基准在哪里。以什么面或什么孔为基准,加工和检测都要用同一基准,尺寸才可控。如果图纸上没有标注基准,工厂按自己的理解做,出货验货的时候就容易产生争议。
这三个问题如果能在3D建模阶段提前发现并解决,后续的开发成本能降低一半以上。
3D建模阶段的时间参考
这个阶段通常是采购商和工厂工程师的来回沟通阶段。顺利的话,从资料提供到3D模型确认,通常需要5到10个工作日。如果资料不规范或者设计复杂,时间可能拉到15到20个工作日。这个阶段不产生实物,但决定后面所有阶段的方向,磨刀不误砍柴工。
二、手板打样阶段:3D打印样看外形,简易模验工艺
为什么手板样不能省
手板样是异形锅开发中最能”省钱”的阶段——听起来矛盾,但确实如此。
手板样的目的是在投入CNC加工和开模之前,先用最低成本验证设计的可行性。发现一个问题改手板,代价可能是几千块;发现一个问题改CNC程序,代价可能是几万块;发现一个问题改模具,代价可能是十几万到几十万。
所以手板阶段发现的任何问题都是”赚了”。
3D打印样:速度快,主要看三件事
异形锅手板打样最常用的是SLA(光固化)或SLS(粉末烧结)工艺。这两种工艺的速度都很快,5到7个工作日基本能出样。
3D打印样主要验证三件事:
第一,外形轮廓是否和设计一致。这个看着简单,但异形锅的曲线和曲面在3D软件里看着对,打出来可能感觉不对。人眼对不规则形状的比例感是3D软件很难完全模拟的。
第二,关键尺寸是否在合理范围。把手孔距、锅口直径、整体高度这些关键尺寸,打印出来之后可以实测确认。特别是把手位置——如果把手太靠近锅体,炒菜的时候手腕会蹭到锅壁,这个用3D软件看图纸很难感受到,但打印出来一拿就能发现。
第三,配件匹配关系。把采购商已有的配件——比如玻璃盖、手柄、蒸格——放到手板样上,实际装配一下,看看配合是否顺畅,有无干涉。这个步骤很多采购商会忽略,等到CNC样出来才发现配件装不进去,耽误时间。
金属简易模:验证铸造和焊接工艺
3D打印样确认外形OK之后,如果这个产品后续是铸造或者焊接工艺,还要再做一个金属简易模的阶段。
金属简易模是用真实的金属材料和接近量产工艺的方式,做出少量样品(通常1到5件)。这个阶段才能发现铸造缩松、焊接变形、热处理硬度分布不均等量产会遇到的问题。
有个客户做一款菱形铸铁锅,3D打印样确认外形没问题,开简易模之后发现底部四个角有铸造缩松。我们调整了浇注系统和冒口位置,重新做了一版,缩松消除了。这个问题如果没在简易模阶段发现,等到开模量产才发现,一套模具就废了。
金属简易模阶段的时间通常是10到15个工作日,费用根据产品复杂程度从几千到几万不等。
三、CNC试制阶段:参数固化是核心
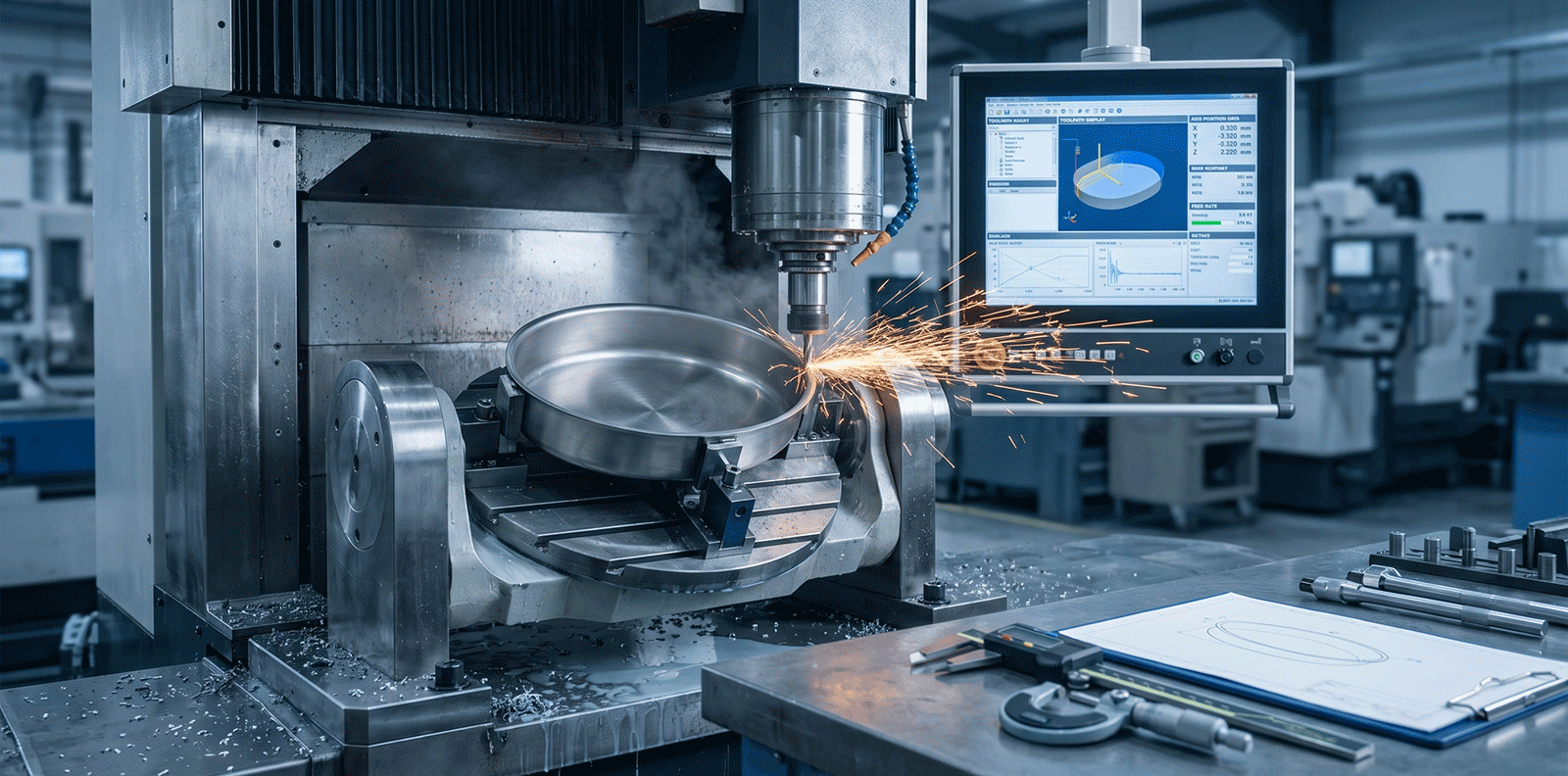
CNC加工是把设计变成真实金属产品的过程
CNC试制是在正式开模之前,用数控机床按照3D模型加工出金属毛坯件。这个阶段的产出物已经和量产产品的材质、表面状态非常接近了。
CNC试制主要验证三件事:加工精度是否满足图纸要求,配件装配关系是否匹配,以及产品整体的功能表现是否达标。
参数固化的重要性被严重低估
CNC试制阶段最容易被采购商忽视的,是”参数固化”这件事。
所谓参数固化,就是把这个产品所有加工参数全部记录下来,形成作业指导书,为后续量产提供可重复的工艺依据。
参数固化具体包括四类内容:
第一,刀路程序和加工参数。包括刀具型号、切削深度、进给速度、主轴转速、冷却液用量。这些参数决定了加工效率和表面质量,不同厂家设备不同,这些参数都要在实际加工中调试确认。
第二,夹具方案和工装设计。异形锅的形状决定了它的装夹方式和常规圆形锅完全不同。工装夹具设计得不好,加工的时候产品会晃动或者变形,尺寸精度就无法保证。
第三,测量基准和检测方法。要明确标注以哪个面或哪个孔为基准测量,测量工具是什么,允许的公差范围是多少。
第四,表面处理参数。 CNC加工完成后是毛坯状态,还需要后续的抛光、拉丝或者喷砂处理。CNC加工要给表面处理留多少余量,余量不均匀会不会影响最终表面质量,这些都要在CNC试制阶段确定。
参数固化完整之后,工厂才能保证每一件从CNC线上下来的产品都一致。这个工作如果没做扎实就进入批量生产,产品一致性会是大问题。
CNC试制的周期和成本参考
CNC试制的周期通常是7到20个工作日,具体取决于产品复杂度和加工工艺难度。成本通常在5000到30000元之间,复杂异形锅可能更高。
有个参考原则:如果CNC试制的总费用超过了模具费用的30%,说明这个产品的几何复杂度过高,可能需要重新评估是否一定要这个形状,或者考虑简化局部结构。
四、异形锅量产的门槛:起订量和成本结构
异形锅的起订量为什么比圆锅高
这几乎是每个异形锅项目在谈报价的时候采购商都会问的问题。
核心原因是模具成本。常规圆形锅用的是标准模具,改规格只需要调整机床参数,不需要新开模具。异形锅每一个新形状都需要重新开模,模具成本少则两三万,多则十几万。
模具成本要分摊到每一件产品里。起订量越低,分摊到每件的模具成本就越高,单价就贵。起订量拉到一定规模,模具成本被稀释,单价才会下来。
通常来说,异形锅的经济起订量在300到500件之间。低于这个量,报价会明显高于市场同类常规产品;高于这个量,价格会趋近合理。
首批订单量的建议
我们的经验是:第一单不要为了追求低价把量压得太高。异形锅因为工艺验证链条长,首次批量生产往往会有一个良品率爬坡期,前100到200件可能需要工厂和采购商一起盯质量、做调整。
建议第一单控制在300到500件,给双方留出足够的磨合空间。等工艺完全固化、良品率稳定在正常水平之后,再逐步上量。
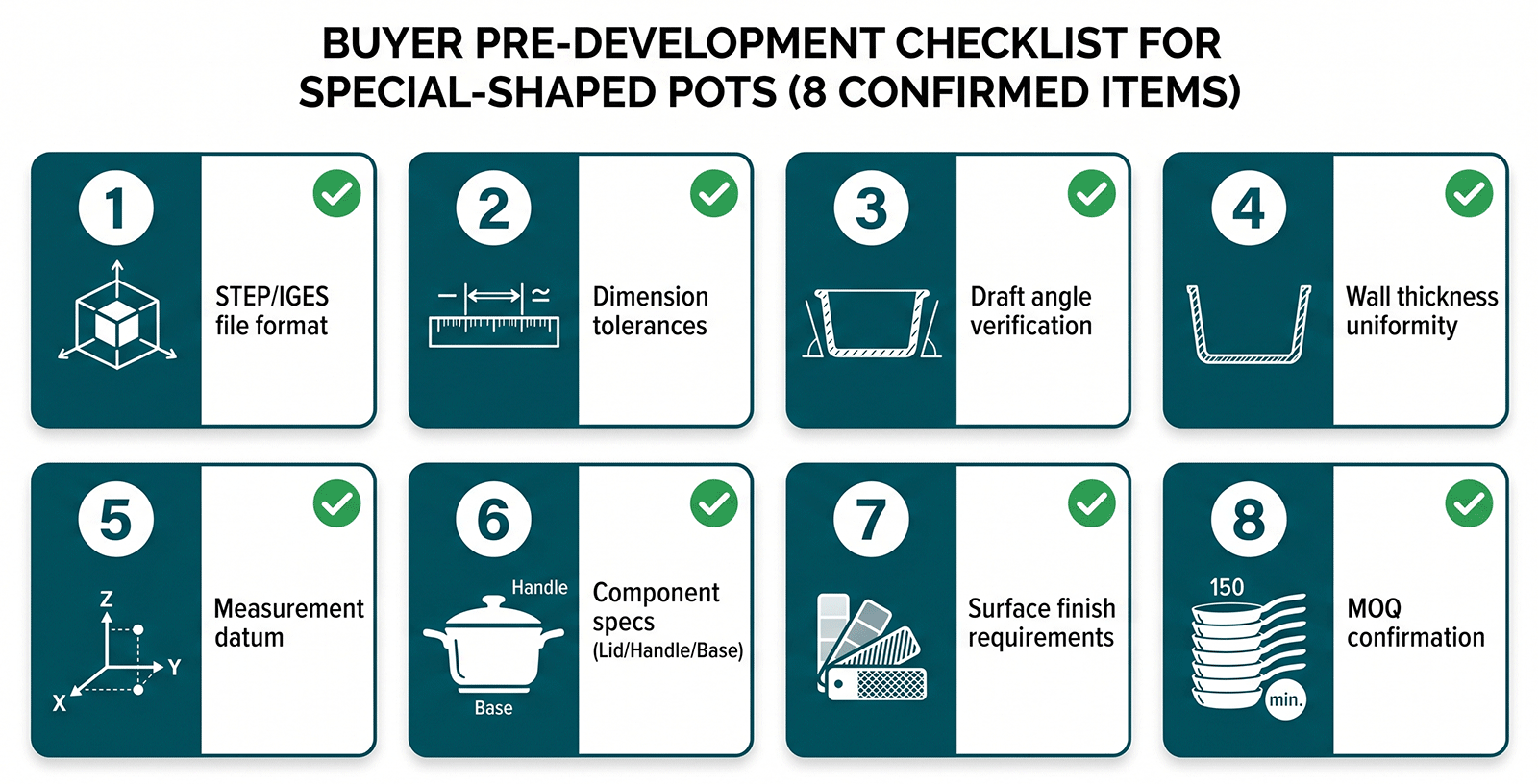
五、采购商自检清单:开发启动前逐项确认
在正式启动异形锅项目之前,建议采购商对照这份清单做一次自检:
• 提供的是STEP或IGES格式3D文件,不是PDF或图片
• 3D文件中标注了关键功能尺寸和允许的公差范围
• 设计有足够的拔模角度(单边>=3度),没有倒扣或内凹无法脱模的结构
• 壁厚均匀性经过评估,最大和最小壁厚比不超过2.5倍
• 测量基准在图纸上明确标注
• 主要配件(盖子、手柄等)的规格和配合尺寸已同步提供
• 表面处理要求已写明(抛光等级、拉丝方向、是否需要珐琅等)
• 预期起订量已初步确定
这八项里,如果有任何一项是”没想清楚”的状态,先停下来想清楚再启动开发。异形锅项目每一个在开发过程中才发现的问题,修改成本都是前期沟通成本的5到10倍。
六、说在最后:选对工厂,少走弯路
异形锅的开发,核心难点不是”能不能做”,而是”做的时候能不能提前发现问题和解决问题”。
一个经验丰富的工厂,会在3D建模阶段就告诉你拔模角度够不够、测量基准怎么定、壁厚分布是否合理。这些判断来自大量项目经验,不是看图纸就能看出来的。
选工厂的时候,有两点可以重点关注:一是看工厂有没有专门做过程评审的工程团队,而不是直接让生产车间看图就做;二是有没有做过和你产品类型接近的案例,异形铸铁锅和异形不锈钢锅的工艺挑战完全不同,有相应经验的工厂才能提前预警。
三聪厨具这些年带过各种异形锅项目,从泰国椭圆锅到欧美菱形锅,从纯钛异形汤锅到珐琅异形炖锅,每一种都积累了自己的工艺数据库。选源头工厂合作,图的不只是价格空间,更是遇到问题时能一起找到解法的能力。
下次你有异形锅的创意,准备好资料再来谈,我们帮你看看有没有工艺上的难点需要提前解决。