核心要点:
- 钛锅颜色来自氧化膜干涉
- 前处理决定色差基础
- 电压稳定不等于颜色稳定
- 限度样比口头颜色更可靠
- 验收要固定光源和角度
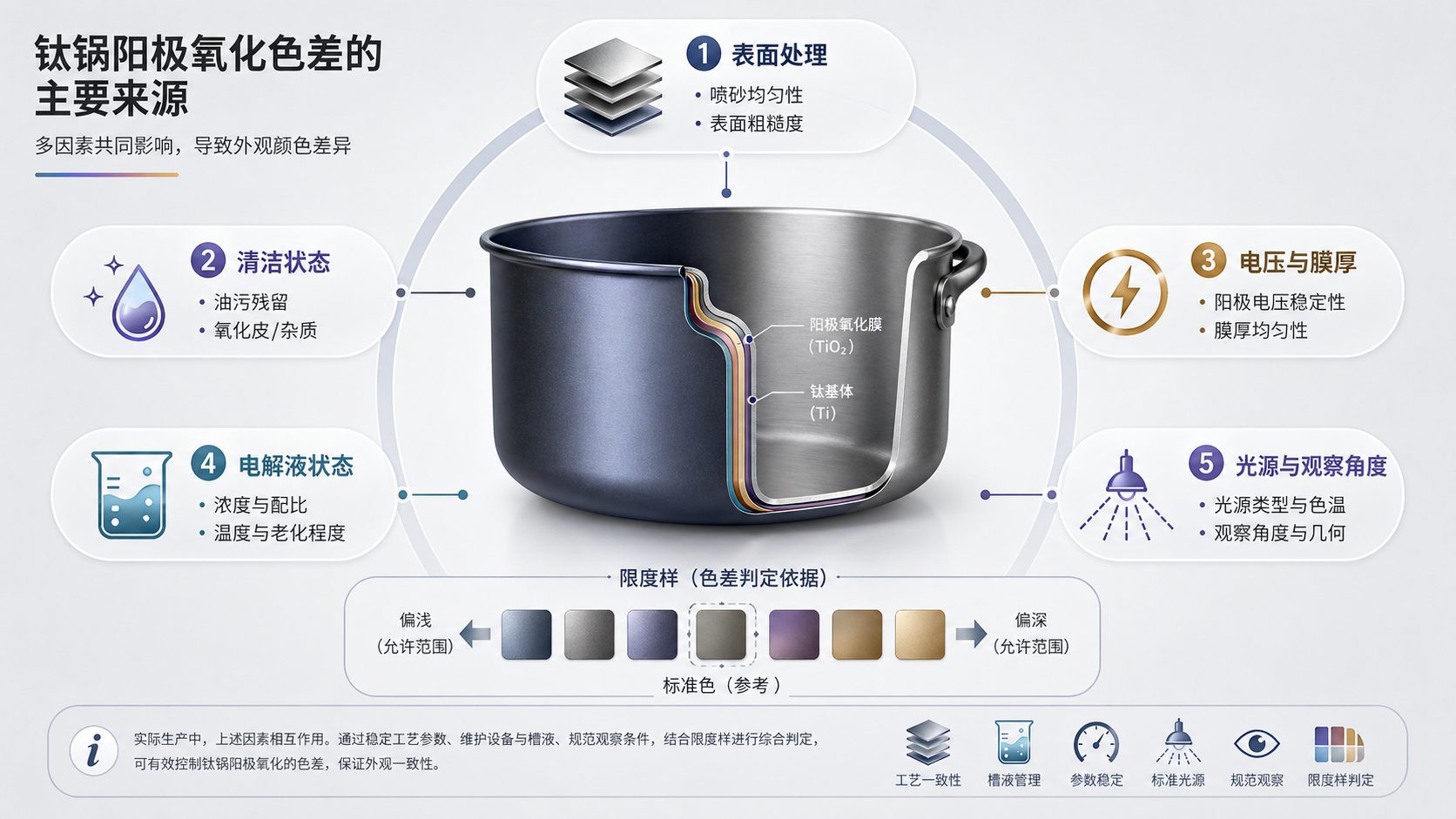
钛锅阳极氧化色差,经常被误解成“颜色没调准”。实际情况更复杂。阳极氧化不是喷漆,也不是普通电镀。它是在钛表面形成一层透明氧化膜,再通过光线干涉呈现出金色、蓝色、紫色、香槟色等不同视觉效果。
这意味着,钛锅颜色并不是一个固定颜料配方。表面处理、氧化膜厚、电压、电解液状态、挂具接触、锅体曲面、观察光源和角度都会影响最终观感。样品做出漂亮颜色不难,难的是在量产中让同一批锅、盖、手柄和配件看起来稳定一致。
钛锅阳极氧化色差的本质
普通喷涂产品的颜色主要来自颜料。钛阳极氧化的颜色,来自氧化膜厚度引发的光学干涉。膜厚稍微变化,反射光波长就会变化,人眼看到的颜色也会跟着变化。
这就是为什么同样叫“香槟金”,不同批次可能一批偏暖、一批偏灰;同样叫“冰蓝”,在自然光下和暖光灯下可能完全不同。对纯钛锅这类消费品来说,颜色轻微波动不一定代表功能失效,但如果同一套产品里锅身、锅盖、手柄明显不一致,就会变成外观质量问题。
锅具结构会进一步放大这个问题。平板试片容易做得均匀,真正的锅体却有侧壁、卷边、底部、拉伸转角、焊接或铆接区域。电流密度、表面纹理和挂具接触在这些位置都不完全一样。只用平面色板确认颜色,到了量产锅体上往往会出现落差。
色差来源通常不是单一因素
钛锅阳极氧化色差,常见原因包括:
- 钛材牌号和来料表面状态不同;
- 拉伸、冲压、抛光后残留应力不同;
- 拉丝、抛光、喷砂、酸洗的均匀性不同;
- 表面残留油污、指纹、抛光蜡或粉尘;
- 阳极氧化电压波动或升压方式不同;
- 电解液浓度、温度、污染程度变化;
- 挂具接触点、导电稳定性、摆放位置不同;
- 锅口、侧壁、底部曲率造成局部电流密度差异;
- 水洗、烘干和后处理方式不同;
- 验收时光源、角度、背景色不同。
这些因素叠加后,色差就不会只表现为“深一点”或“浅一点”。它可能表现为发灰、发黄、局部发蓝、云雾感、条纹、手印、水印、接触点色斑。
表面处理是色差控制的第一道关
很多色差争议看似发生在阳极氧化槽里,根源却在前处理。钛材表面越亮,颜色越鲜明;表面越雾,颜色越柔和。拉丝纹方向不同,视觉深浅也会改变。喷砂面和镜面即使用同一电压,也不可能呈现完全相同的颜色。
所以,确认颜色之前,必须先确认表面处理口径:
- 是镜面、细拉丝、粗拉丝、喷砂,还是复合纹理;
- 拉丝方向是直纹、环纹、径向纹,还是局部混合纹;
- 砂带目数或抛光等级是否固定;
- 喷砂介质、压力和距离是否固定;
- 酸洗或活化时间是否一致;
- 允许哪些轻微划痕,哪些必须返修;
- 锅口、手柄内侧、底部隐藏区是否纳入外观评价。
如果样品阶段用的是精修表面,量产阶段换成普通抛光线,颜色很难保持一致。采购端真正要锁定的,不只是颜色样,还包括颜色背后的表面处理工艺。
清洁状态会直接影响氧化膜
钛表面很容易受污染影响。指纹、油膜、抛光膏、粉尘、自然氧化层,都可能导致氧化膜生长不均。表面看似干净,进入阳极氧化后仍可能出现局部发暗、发花、云雾、彩虹斑。
量产线里应重点关注这些问题:
- 终清洗后是否仍有人裸手接触可视面;
- 清洗后的工件等待时间是否过长;
- 水洗槽是否定期更换;
- 工件从清洗到氧化之间是否防尘;
- 挂具接触点是否固定在非关键外观区;
- 返修件是否重新除膜、清洁,再进入同一流程。
清洁控制越松,阳极氧化颜色越容易失控。很多所谓“电压不稳”的问题,实际是表面污染或前处理差异造成的。
电压是关键,但不是全部
阳极氧化钛的颜色与电压高度相关。某个电压区间可能对应金色,另一个区间可能对应蓝色或紫色。但在量产中,不能只写“按某个电压做颜色”。
因为最终颜色还受这些条件影响:
- 起始表面粗糙度;
- 电解液配方和浓度;
- 槽液温度;
- 升压速度;
- 到达目标电压后的保持时间;
- 工件位置和挂具导电性;
- 同槽数量和工件间距;
- 水洗和干燥方式。
同一个电压,在镜面样片、拉丝锅身和喷砂锅盖上,可能呈现三个不同观感。电压记录必须和表面处理、槽液状态、工装方式一起看,才有追溯价值。
为什么不能只按潘通号验收
潘通色号适合包装、印刷、硅胶件、喷漆件,但不适合作为钛阳极氧化的严格验收标准。阳极氧化颜色不是颜料覆盖,而是金属表面氧化膜的光学效果。它会随角度、光源、纹理和曲面变化。
用潘通号做设计沟通可以,但如果把它写成唯一验收依据,后续争议很难避免。
更可靠的方式是建立实物样体系:
- 标准样:目标颜色和目标表面状态;
- 上限样:允许范围内最深、最暖或最饱和的一端;
- 下限样:允许范围内最浅、最冷或最灰的一端;
- 缺陷样:水印、手印、云雾、烧色、划伤、接触点不良;
- 结构样:锅身、锅盖、手柄、锅口等真实产品部位,而不是单独平板。
限度样的意义,是把“颜色差一点能不能接受”变成可比较的实物判断。尤其是套装产品,锅身和锅盖放在一起看,色差容忍度会明显降低。

钛锅色差验收要先固定光源和角度
验收标准要解决一个问题:两个人看同一批货,能不能得出基本一致的判断。
所以,色差验收不能只写“颜色一致”。至少要定义:
- 光源类型,例如 D65 标准光源或指定灯箱;
- 观察距离,例如 50 cm 到 70 cm;
- 观察角度,例如正视加一个斜视角;
- 背景颜色,建议使用中性灰或白色背景;
- 是否允许拍照作为证据;
- 是否先清洁表面再判断;
- 是否撕掉保护膜后判断;
- 哪些区域属于 A 面、B 面、隐藏面。
钛锅的侧壁和卷边天然会有角度变化。若要求所有角度完全一致,量产很难执行。更合理的做法是区分区域:正面主视觉区域要求严格,底部或非外观关键区域可以有更宽容范围。
量产验收口径怎么写
一份可执行的阳极氧化钛锅验收口径,可以这样拆:
- 同一批产品必须在标准样和限度样范围内;
- 主视觉面不得出现明显水印、手印、云雾、条纹和烧色;
- 锅身与锅盖组合后,肉眼不得出现突兀色差;
- 卷边、内侧、底部可接受轻微色调变化,但不得超出限度样;
- 挂具接触点应位于约定非关键区域;
- 划伤露底、磕碰、氧化膜破损为拒收缺陷;
- 返修件必须重新按同一标准验收;
- 每批需保留样品和关键过程记录。
这种表述比“颜色要一致”更有操作性。它允许工艺本身存在合理波动,同时把不可接受的外观风险划出来。
批次追溯比末端挑货更重要
只靠出货前挑货,无法真正控制钛锅色差。颜色问题一旦出现,如果没有过程记录,就很难判断是材料批次、前处理、槽液、电压、挂具还是返修造成。
建议保留这些记录:
- 钛材批号和表面状态;
- 拉丝、抛光或喷砂参数;
- 清洗液浓度和更换时间;
- 电解液浓度、温度和维护记录;
- 目标电压和实际电压记录;
- 挂具编号、接触位置和装挂方式;
- 清洗后到阳极氧化前的等待时间;
- 返修数量和返修方式;
- 终检照片和留样编号。
这些记录不是为了增加 paperwork,而是为了后续复盘。比如某一批锅盖偏灰,某一批手柄偏蓝,某一批锅口出现接触点色斑,只有过程记录完整,才有可能定位原因。
钛锅结构里的高风险区域
钛锅不是平面板材,很多位置天然更难控制:
- 卷边和锅口:电流密度、抛光残留和接触状态容易不同;
- 深拉伸转角:纹理被拉伸,视觉颜色可能变浅或发灰;
- 焊接或铆接区域:热影响区和接触区可能留下痕迹;
- 手柄连接处:挂具接触点、装配摩擦、局部遮挡容易造成色差;
- 锅盖和小配件:可能与锅身分批处理,色区不一致;
- 锅底区域:冲压应力和抛光强度不同,色调可能偏差。
这些位置如果没有在样品阶段确认,量产时就会成为争议点。比较稳妥的做法,是用真实锅体做标准样,而不是只用小色片确认颜色。
采购端如何提前降低色差争议
色差控制最有效的动作,发生在下单前,而不是出货验货时。
可以按这套流程做:
- 先确认表面处理,再确认阳极氧化颜色;
- 用真实锅身、锅盖和手柄做样,不只看平板色片;
- 建立标准样、上限样、下限样和缺陷样;
- 记录样品对应的电压、槽液、表面处理参数;
- 明确是否要求套装颜色匹配;
- 划分 A 面、B 面和非关键区域;
- 在固定光源下拍摄参考照片;
- 买方和生产端各自保留一套样;
- 把返修、拒收和复检规则写入检验文件。
对高端纯钛锅项目,还可以在量产前做小批试产。小批试产的价值不是看能否做出一个漂亮样品,而是验证真实锅体结构、真实挂具和真实生产节拍下,颜色范围是否稳定。
钛锅阳极氧化色差控制,本质上是把“好不好看”转换成“能不能重复”。表面处理、电压、槽液、工装、光源、限度样和追溯记录,缺一项都容易产生争议。采购端如果能在样品阶段把验收口径说清楚,量产阶段的沟通成本会低很多。