核心要点:
- 三条主流减重路径各有代价与适用场景
- 壁厚公差需9点检测验货,最薄点红线2.8mm
- 北美终端重量门槛约5.0kg,欧洲约4.5kg
- 减重单件成本通常上浮10%-25%
- 采购商需提供量化目标重量与市场数据
珐琅铸铁锅”太重”这件事,其实是个老问题了
做锅具外贸这么多年,有一句话我听了不下几百遍——”你们的铸铁锅太重了,终端消费者不买账。”
说实话,这不是个新问题。铸铁锅天生就是重的,物理定律摆在那儿,你不可能把一口26cm的铸铁珐琅珐琅锅做到跟不锈钢炒锅一样轻。但问题是,”重”和”过重”是两回事。一口传统铸铁珐琅锅随便就是6-7公斤,你让终端用户——尤其是北美和欧洲的女性消费者——单手端起来,那确实费劲。

采购商的痛点很简单:终端不愿意拿,退货率高,动销慢,那我这个品牌商凭什么持续下单?关键在于,减重这件事到底能做到什么程度,风险又在哪里。这篇我就从工厂视角把几条路径、几个关键数据和几个容易被忽略的坑都说清楚。
有个数据你可能不知道——亚马逊上铸铁锅类目的退货原因里,”太重/搬不动”排在前三位,占比大概 12%-18%。有些传统款甚至因为重量问题,退货率冲到 20% 以上。一口锅卖出去了,退回来的运费、重新入库的人工、翻新或者报废的成本——算下来,每退一口,轻轻松松亏掉利润的 5%-8%。所以减重这件事,看起来是产品问题,实际上是个财务问题。
传统珐琅铸铁锅到底重在哪——先拆清楚结构
很多采购经理觉得”铸铁锅重”就是一个笼统的概念。其实你仔细拆一下,重量的构成大概是这样的:
- 🔩 铸铁基体:占总重量的 85%-90%,这是大头
- 🎨 珐琅釉层:内外两层加起来大概占 8%-12%
- 🔧 锅盖+把手五金件:剩下的 2%-5%
说白了,减重的核心战场就是铸铁基体本身。珐琅层你减不了多少——釉层太薄会掉瓷、会露铁、会影响食品安全检测,这个没啥操作空间。
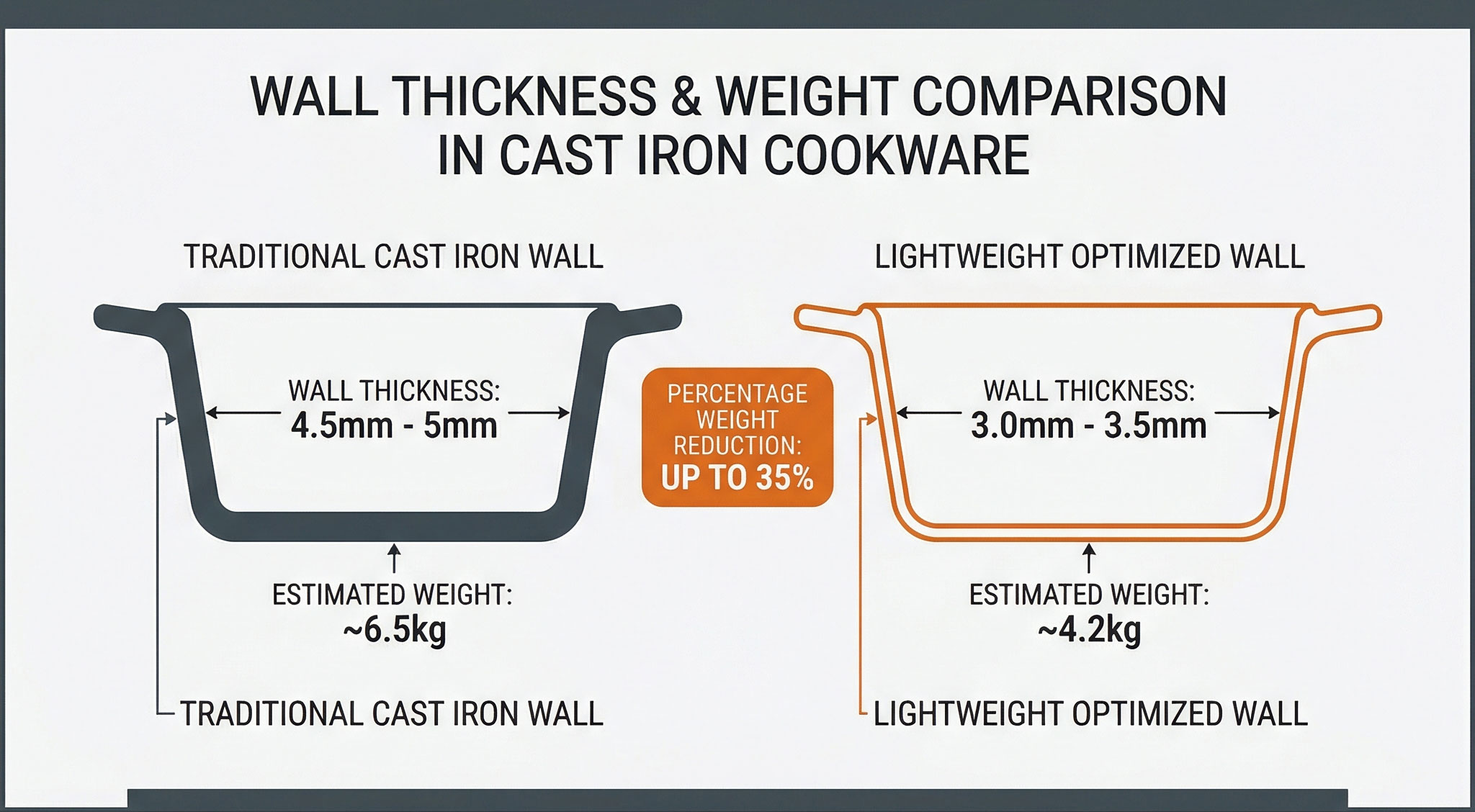
一口标准的 26cm 圆形珐琅锅(含盖),传统工艺下大概在 5.8-6.8kg 之间。你看市场上那些”轻量款”,做到 3.8-4.5kg 的就已经算不错了。再往下压?可以做到 3.2kg 左右,但那就要在模具和材质上花大价钱了。
老实说,我见过有些采购商上来就说”能不能做到2.5kg”,这种需求说实话基本是不现实的,除非你把口径从26cm砍到18cm——但那样就不是同一个产品了。
给你一个参考对照,不同口径的珐琅锅传统款和轻量款重量区间大概是这样的:
- 🔹 18cm 珐琅锅:传统款约 3.0-3.8kg → 轻量款约 2.2-2.8kg
- 🔹 20cm 珐琅锅:传统款约 4.0-4.8kg → 轻量款约 2.8-3.5kg
- 🔹 24cm 珐琅锅:传统款约 5.0-6.0kg → 轻量款约 3.5-4.2kg
- 🔹 26cm 珐琅锅:传统款约 5.8-6.8kg → 轻量款约 3.8-4.5kg
- 🔹 28cm 珐琅锅:传统款约 7.0-8.5kg → 轻量款约 4.5-5.5kg
这个对照不是死的,只是大概区间。每家工厂的工艺水平不同,实际数字会有偏差。但对采购商来说,这个表最大的用处是——当你跟工厂谈的时候,你得先知道你的目标产品大概在哪个重量档,否则根本没有基准线。
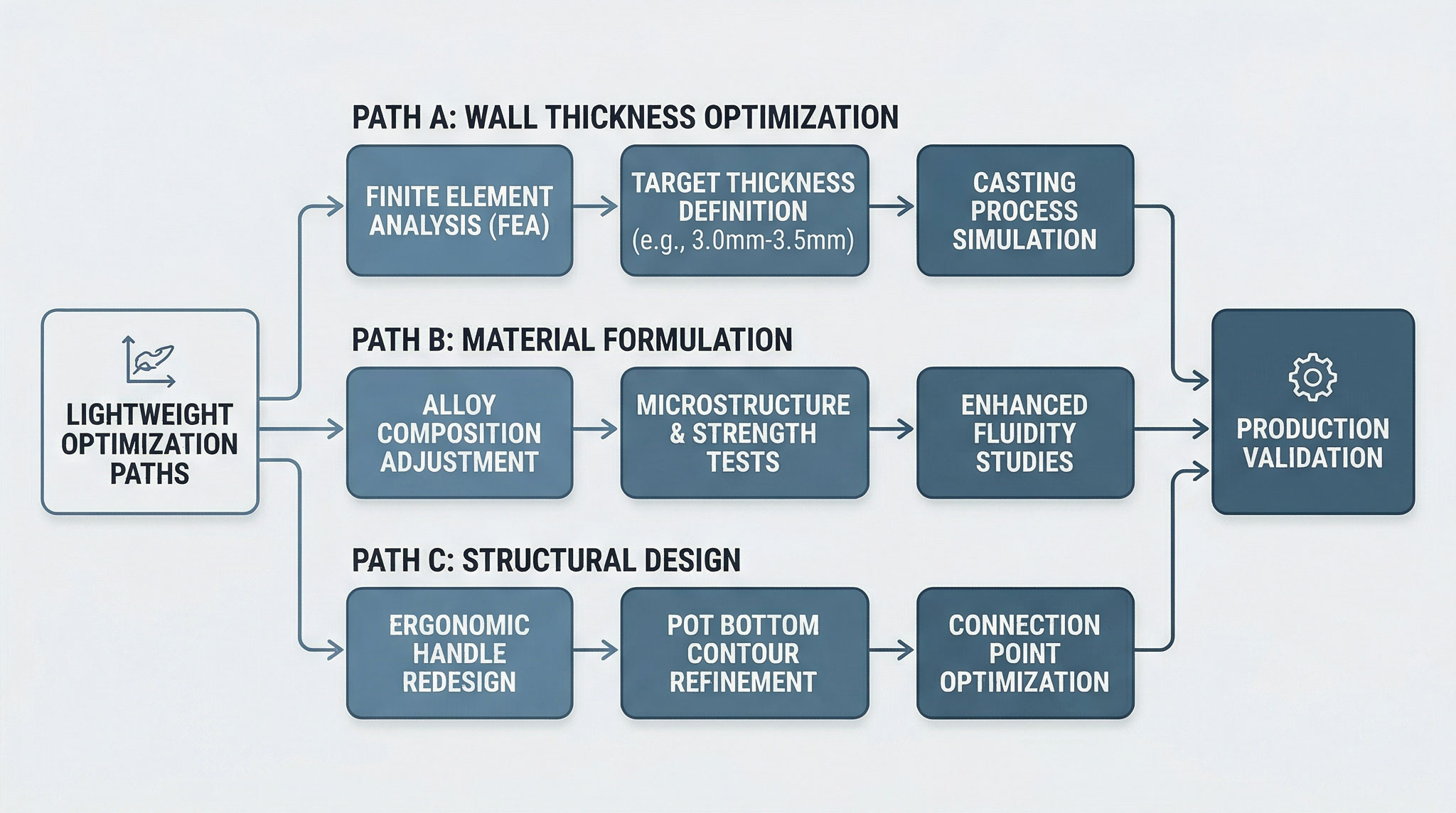
三条减重路径——你拿到报价前得先搞清楚这个
老实说,现在行业里主流的减重手段就三条路,各有各的代价。
路径一 — 壁厚优化(最直接,也最容易踩坑)
传统铸铁珐琅锅的壁厚一般在 4.0-5.0mm 之间,有些偏保守的厂子甚至做到 5.5mm。壁厚优化就是想办法把它压到 3.0-3.5mm,甚至个别区域(比如锅身上部)做到 2.8mm。
这里面最大的问题是——壁厚不是一刀切的。
- 🔩 锅底:承受热源的核心区域,必须保持在 3.5mm 以上,不然热变形、开裂的风险直接上来
- 🔩 锅壁中段:可以适度减薄到 3.0-3.2mm
- 🔩 锅口边沿:这里是珐琅层最容易磕碰受损的地方,反而不能太薄,通常保持 3.5-4.0mm
等等,这个我再多说两句。很多采购商拿到的样品壁厚数据是”平均值”,但铸造件的壁厚公差其实挺大的——好的工厂能控制在 ±0.3mm,一般的工厂可能飘到 ±0.8mm 甚至更多。你在验货的时候光看平均值没用,得看最薄点。
> 实操建议:要求工厂提供壁厚分布图(Thickness Distribution Map),在锅底、锅壁、锅口至少各取3个测量点,总共 9 点检测。最薄点不低于 2.8mm 是我们的经验红线。
这里有个坑你得知道:很多工厂给你看的壁厚数据是在”理论浇注位置”测的,就是模具设计时预期的壁厚。但实际铸造出来的件,每批之间会有偏差,炉次不同、铁水温度不同、模具磨损程度不同——都会影响最终壁厚。你要是只看理论值不看实测值,等货到了才发现最薄处只有 2.5mm,那珐琅层根本挂不住,这种货基本等于废品。
有个验货的小技巧:你自己带一把游标卡尺,在锅底、锅壁上中下、锅口边沿这几个位置各戳几下。测出来的最薄点如果比工厂报告的还薄 0.2mm 以上,说明这家厂的铸造精度不行,要么换供应商,要么要求他们在发货前全检。
路径二 — 材质配方调整(门槛高,但效果好)

这条路很多小厂走不了,因为涉及到铸铁合金配方的调整。
打个比方,传统灰口铸铁的密度大概在 7.0-7.3 g/cm³,你要减重但又不能减壁厚的时候,就得在材料端想办法。目前行业里有几个方向:
- 🧪 高碳当量灰铸铁:通过提高碳含量(CE值3.9-4.2)来改善流动性,允许更薄的壁厚而不出铸造缺陷
- 🧪 蠕墨铸铁(CGI):比普通灰铸铁强度高 30%-50%,同等强度下壁厚可以再降 15%-20%。但这个东西的问题是——铸造工艺窗口窄,废品率会从 3%-5% 跳到 8%-12%
- 🧪 球墨铸铁局部应用:强度更高,但延展性不同,珐琅附着工艺要全部重新调试
我们自己的经验,高碳当量灰铸铁是性价比最好的方案。蠕墨铸铁确实好,但你的 MOQ 没到 10000 口以上,模具和工艺调试的分摊成本会让单价多出 15%-25%。
你可能会问——这几种材料价格差多少?我给你一个大概的参考区间:
- 普通灰口铸铁(HT200/HT250 级别):原材料成本基准为 100%
- 高碳当量灰铸铁(CE≥3.9):约 105%-115%,略有上浮
- 蠕墨铸铁(CGI):约 130%-145%,因为需要加镁等球化剂,工艺控制更严
- 球墨铸铁(部分牌号):约 120%-135%
注意,这只是原材料成本。实际影响单件价格的大头是废品率和工艺调试费用。高碳当量灰铸铁的综合性价比最高,就是因为它不需要大幅调整现有产线,废品率基本可控。
还有一个关键问题——材质配方改了之后,珐琅釉的附着工艺也要跟着调。铸铁的含碳量、表面微观结构、氧化层厚度都会影响珐琅的结合力。所以你要是选择了材质配方路线,工厂那边需要做一批样品专门做珐琅附着力测试,这个周期通常要多加 1-2 周。
路径三 — 结构设计减重(设计师和工厂得一起配合)
这条路其实挺有意思的,但很多品牌商没意识到。
减重不一定非要从”材料”和”厚度”下手。通过改变锅体的几何结构,也能实现可观的减重效果:
- 🔄 底部蜂窝/网格纹路:在锅底外壁设计凸起纹路结构,等效提高刚度的同时降低底部实际壁厚,减重大概 5%-8%
- 🔄 锅壁弧度优化:将传统的直壁改成微弧形,力学分布更好,同样壁厚下抗变形能力提升
- 🔄 锅盖减重:锅盖往往占总重量的 35%-40%,把锅盖改成空心提手、减薄盖壁、或者用不锈钢/铝合金替代锅盖的把手件
举个例子。我们去年帮一个北欧品牌做的 24cm 圆锅项目,原始方案总重 5.6kg,通过”壁厚优化 + 锅盖减重 + 底部纹路”三管齐下,最终做到 4.1kg。整整减了 1.5 公斤,减重比 27%,终端反馈动销比老款提升了大概 30%。
不过结构设计这条路有个问题——它需要额外的模具投入。底部蜂窝纹路意味着要在现有模具的底板上加芯子或者做纹路刻蚀;微弧形锅壁需要重新设计砂芯的形状;锅盖轻量化涉及把手件的开模。这些都意味着前期成本。
所以我一般建议:如果你的 MOQ 在 3000 口以下,别走结构设计这条路,单价分摊下来太贵;MOQ 在 5000 口以上的话,结构设计减重的综合成本就比较划算了。
还有一个点很多人忽略了——结构设计改完之后,珐琅喷涂的路径也可能要调整。尤其是底部有纹路的锅,喷涂机器人要走更复杂的轨迹,珐琅覆盖率可能要重新验证。别小看这个,有些工厂就是在这里翻车的——外观看起来没问题,但珐琅覆盖率测试一做,底部某些区域的釉层偏薄,不符合食安要求。
减重的代价——哪些性能会受影响,你得提前知道
减重不是免费的午餐。每减一克都有对应的权衡。
- ⚖️ 保温性能下降
– 铸铁锅的保温性跟质量直接相关。壁厚从 4.5mm 降到 3.2mm,保温时间大概缩短 20%-30%
– 对炖煮类场景影响明显,但对煎炒类场景影响很小
– 你知道吗,很多终端消费者其实分不清这个差异——他们更在意”拿得动”
- ⚖️ 珐琅附着力风险
– 壁厚越薄,铸造后的冷却速度越快,表面微观结构会变
– 珐琅底釉的附着需要一定的表面粗糙度(Ra 值),壁厚变化后喷砂和酸洗工艺可能需要重新调参
– 我们踩过的坑:有一次壁厚从 4.2mm 改到 3.3mm,底釉附着力测试直接不过关,花了两周重新调喷砂粒度才搞定
- ⚖️ 铸造废品率上升
– 壁厚越薄,铁水流动性要求越高,缩孔、冷隔、气孔的概率都会上来
– 传统壁厚的废品率大概 3%-5%,减薄到 3.0mm 区间后可能升到 6%-10%
– 这部分成本最终会反映在单价上——别指望减重之后价格还能降
- ⚖️ 热变形风险增加
– 铸铁在高温下会有热膨胀,壁薄了之后抵抗热变形的能力会下降
– 这个问题主要出现在IH电磁炉和燃气大火场景下,普通电陶炉和明火中小火问题不大
– 如果你的目标市场是日本(IH普及率高)或者韩国(燃气+IH都有),这个风险你得重点关注
– 建议跟工厂确认:在 IH 2100W 功率下持续加热 30 分钟,锅底变形量不超过 0.5mm
- ⚖️ 外观质量验收标准需重新定义
– 壁厚减薄后,铸造件的表面光洁度、棱线清晰度会有细微变化
– 有些轻量款在锅壁中段会出现轻微的”缩痕”——这是薄壁铸造的固有特征,不影响功能,但外观党要注意
– 建议在合同里明确外观标准的接受范围,最好有标准样品(golden sample)作为参照
终端接受度——采购商最关心的其实是这个数字
很多人觉得减重是个纯工程问题。其实不是。
关键在于,终端消费者到底能接受多重的铸铁锅?我们统计过几个合作品牌的终端调研数据:
- 🇺🇸 北美市场
– 26cm 珐琅锅,消费者普遍可接受重量:≤ 5.0kg(含盖)
– 低于 4.5kg 时,退货率明显下降(从 8%-12% 降到 3%-5%)
– 亚马逊差评中涉及”too heavy”的比例:传统款约 18%,轻量款约 6%
– 有一个数据很有意思——22cm 和 20cm 的轻量款退货率反而比 26cm 低很多,因为小口径本身的重量基准就低,消费者的期望也低
- 🇪🇺 欧洲市场
– 接受门槛更低,大概 4.5kg 以下才算”舒适区”
– 德国和北欧消费者对重量敏感度偏高,法国消费者相对更能接受重量
– 英国的电商平台上,搜索”lightweight cast iron”的量每年增长约 20%,说明这个需求在上升
– 意大利和西班牙市场比较特殊——这两个市场的消费者更在意锅的外观设计和颜色,对重量的抱怨相对少一些
- 🇯🇵 日本市场
– 这个市场最极端,22cm 锅体+盖总重不超过 3.5kg 才有竞争力
– Vermicular 做到了 3.2kg,基本就是行业标杆
– 日本消费者对 IH 兼容性的要求几乎是标配,轻量化锅如果底部太薄,IH 加热效率会受影响,这是一个需要平衡的矛盾

> 进阶做法:跟品牌商合作时,建议直接要他们提供目标市场的”重量天花板”数据,别自己猜。有了明确数值,工厂才能反推壁厚方案和成本预算。
另外有个趋势你可能要注意——现在市场上开始出现”分区壁厚”的概念,就是同一口锅的不同区域用不同壁厚,底部厚、侧壁薄。这样既满足了 IH 兼容性和热变形要求,又在侧壁区域实现了轻量化。目前能稳定做到分区壁厚的工厂在国内还不多,大概只有 3-5 家。
给采购经理的操作清单——下次跟工厂谈减重该怎么谈
哦对了,还有一点。很多采购经理跟工厂提需求的时候就说一句”帮我减轻一点”,这个这个……太模糊了,工厂根本没法报价。
你至少得准备好这几个信息:
- ✅ 目标重量范围(含盖/不含盖分别标注)
- ✅ 目标市场和终端渠道(线上/线下/专业渠道?)
- ✅ 能否接受壁厚非均匀分布(Differential Wall Thickness)
- ✅ 对保温性能是否有硬性指标要求
- ✅ 预算弹性——减重方案的单件成本上浮你能接受多少(通常 10%-25%)
- ✅ MOQ 预期——越大量工厂越愿意投入模具和工艺调试
简单点讲,减重是个系统工程。你给的信息越清楚、越量化,工厂能给你的方案就越精准,来回扯皮的时间就越少。一般从确认减重方案到首件出来,大概需要 3-6 周,具体取决于是改现有模具还是开新模。
再补充几条我见过的采购商容易踩的坑,你也可以对照一下:
- ❌ 只看单价,不算废品率:有些工厂报价很低,但废品率高,综合成本反而更贵
- ❌ 样品测过了就完事:减重方案量产前三批一定要做过程监控,别等出了几百口才发现工艺漂移了
- ❌ 忽略IH兼容性验证:如果你卖的是日韩市场,IH测试一定要做,这是退货的重灾区
- ❌ 没有标准样品作为验收依据:口头说”轻量化但品质不变”没用的,得有实物样品对照
简单点讲,减重这件事,找对工厂比找对方案更重要。好的工厂会根据你的目标市场、MOQ 和预算,主动给你推荐性价比最优的路径组合,而不是你说什么他就答应什么。你像我们三聪这边接到轻量化项目,通常第一件事不是报价,而是先问清楚三个问题:目标市场是哪里,MOQ 有多少,对成本上浮的容忍度到哪里。这三个问题问清楚了,后面的方案才靠谱。
📞 联系我们
浙江三聪厨具有限公司 | Zhejiang Sancong Kitchenware Co., Ltd.
三聪厨具 · 大牌背后的源头大厂,专注中高端锅具 OEM/ODM 代工 · 20 年出口品质 · 年产 500 万套
- 📍 地址:浙江省金华市武义县茭道镇杨家工业区宏兴路 1 号
- 🌐 官网:https://www.sancongkitchenware.com
- ✉️ 邮箱:sales@sancong.com.cn
- 📞 Tel:+86 132-5099-1688
- 💬 微信:+86 132-5099-1688
- 🤝 B端采购 / OEM 合作 / 拿样咨询:请私信、留言或发送邮件,大客户经理将为您提供专属出海及渠道选品方案。
🏷️ 关键词:`窒化铁锅` · `纯钛锅` · `珐琅铸铁锅` · `商用不锈钢锅` · `锅具工厂` · `锅具OEM` · `厨具代工` · `出口锅具` · `三聪厨具`
{
“@context”: “https://schema.org”,
“@type”: “FAQPage”,
“mainEntity”: [
{
“@type”: “Question”,
“name”: “”珐琅铸铁锅最轻能做到多少?””,
“acceptedAnswer”: {
“@type”: “Answer”,
“text”: “”从确认减重方案到首件出来,通常3-6周。改现有模具快一些,全新开模需要额外2-3周。””
}
}
]
}