核心要点:
- "喷砂去毛刺+粗化,是珐琅附着力的前提"
- "拉丝分干拉湿拉,湿拉光洁度更稳定"
- "窒化发黑仅限铁基材质,锈钢段不可用"
- "欧美偏好镜面抛光,亚洲偏爱哑光拉丝"
- "表面处理费用占总成本8%-15%,选错代价大"
开头

锅具拿到手,第一眼看到的是什么?是表面。
这道”脸面”到底是无涂层的窒化黑、珐琅的瓷釉、还是抛光后的金属原色,决定了买家对产品的第一印象,也直接决定了这批货在欧美商超还是亚洲电商平台的命运。
表面处理不是”最后一道工序”那么简单。它关联耐腐蚀性、食品安全认证、终端定价、甚至是买家会不会在验货时当场拒收。三聪厨具干了18年出口代工,今天把四种最常见的表面处理工艺摊开讲,帮你把选型逻辑一次搞明白。
一、喷砂:珐琅锅的”入场券”
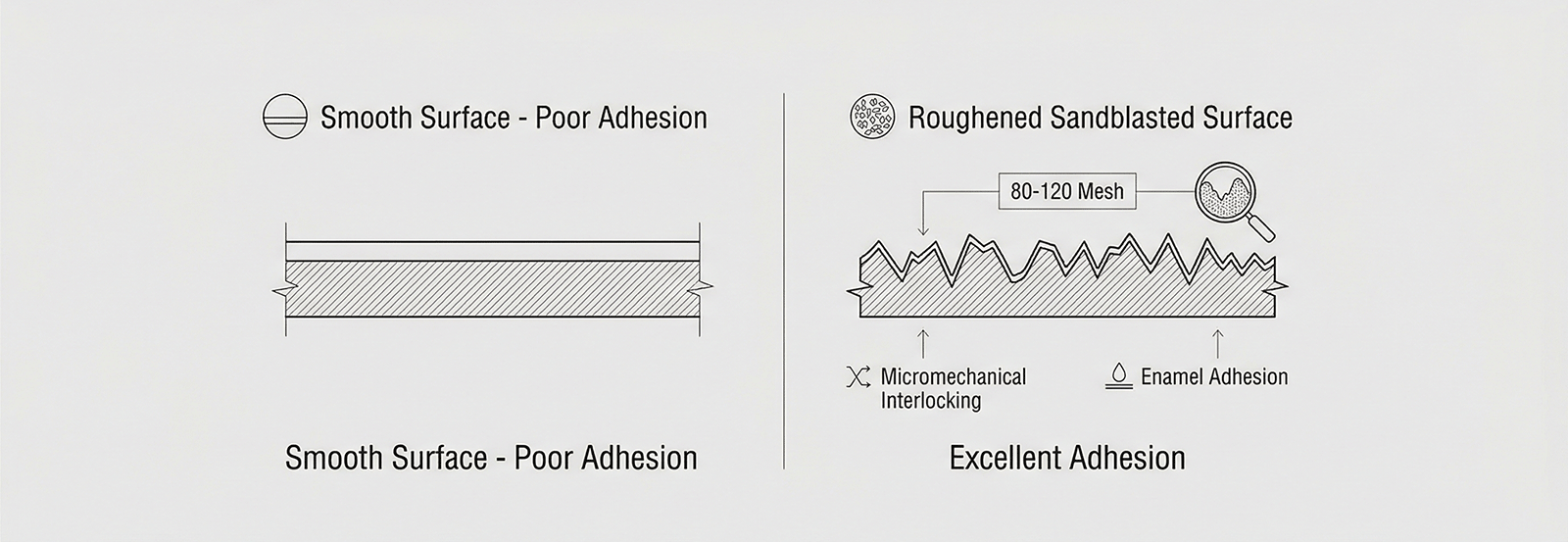
喷砂的原理很简单——用高压空气把磨料(钢砂、棕刚玉、玻璃珠等)打到胚体表面,物理去除毛刺、氧化皮,同时把表面粗化。
粗化是关键。珐琅釉在光滑的金属表面附着力很差,必须要有足够的”粗糙度”才能抓得住。喷砂就是在给珐琅”造钩子”。
喷砂的三个核心参数:
- 磨料目数:常用80目~120目,目数越大砂越细。珐琅底釉通常80~100目,面釉前处理可以更细(120目)。
- 喷砂压力:通常4~6bar,压力过低打不干净,过高会打出弧坑、伤及胚体壁厚。
- 喷砂角度:正90度打出来偏均匀,45度斜打更高效但均匀性稍差。
采购要注意的坑:
老实说,喷砂段最容易出问题的不是设备,是管理。很多工厂喷砂完不及时送珐琅,胚体在仓库里放两天吸潮,再拿去烧珐琅就会出现附着力批次性不良。我们自己踩过这个坑,糟心得很。
还有一个——不同磨料残留不同。钢砂残留的铁粉如果没清洁干净,烧珐琅时会在釉面形成铁点(黑点),大批量出货前一定要做首件确认。
> 实操建议:下单前跟工厂确认”喷砂到珐琅入炉的时间窗口”,超过24小时的要额外加一道防锈保护处理。
二、抛光:从毛坯到镜面的进化
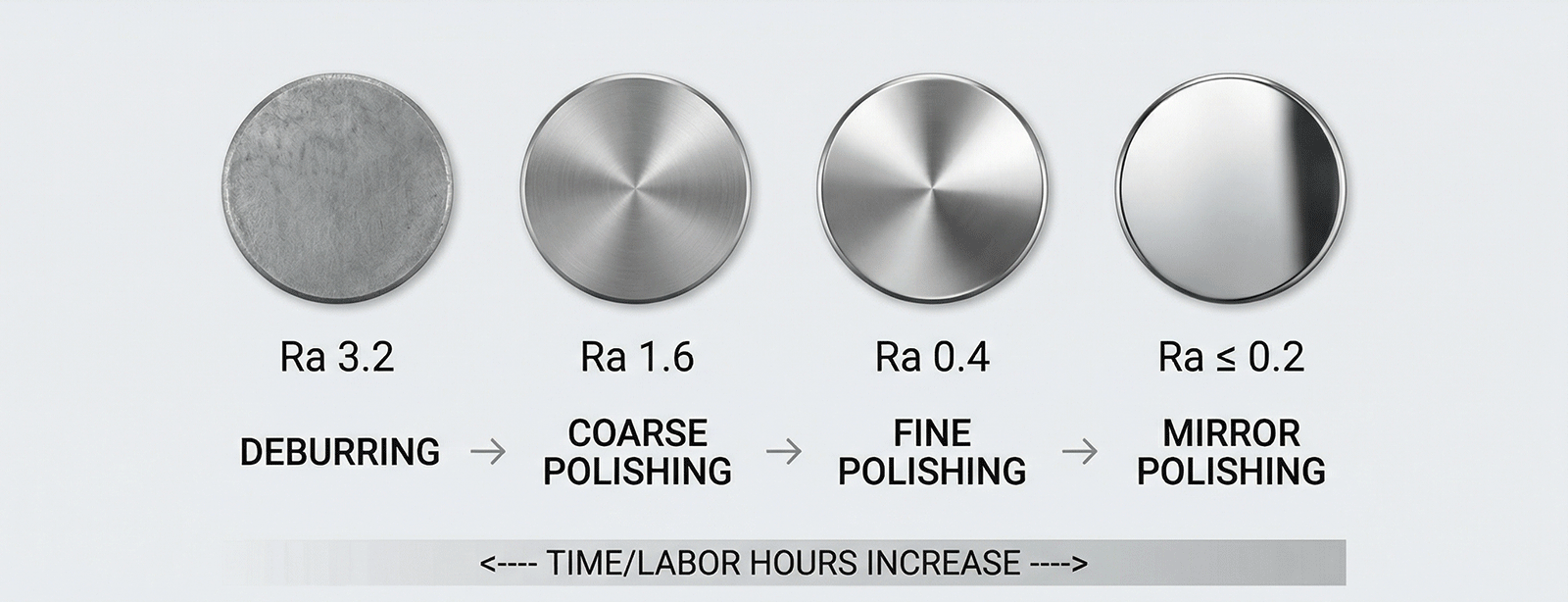
抛光是用软轮+抛光蜡(通常含氧化铬或氧化铝磨料)逐步研磨金属表面,从粗抛到精抛可以把表面粗糙度从Ra3.2一路做到Ra0.1甚至更低。
锅具行业常见的抛光等级:
- 毛坯/胚体态:基本不抛光,只去毛刺,常见于需要喷涂或电镀的半成品。
- 普通抛光(Ra1.6~3.2):最常见,足够用于三层钢锅的外表面、不锈钢锅内壁。
- 精抛光(Ra0.4~1.6):用于珐琅锅外表面(尤其是亮面色)、高端不锈钢锅内壁。
- 镜面抛光(Ra≤0.2):成本最高,通常用于礼品套装或高端零售产品。
抛光对成本的影响:
这个很多人不清楚。镜面抛光的工时大概是普通抛光的5~8倍,而且损耗率更高(因为要反复研磨)。一个直径28厘米的炒锅,从毛坯抛到镜面,工费差异大概在3~8元/只之间,听起来不多,但如果一个柜2000只,差距就出来了。
还有一个——抛光蜡用的是食品级还是工业级,决定了内壁残留是否符合FDA或LFGB要求。采购时要让工厂提供抛光介质SGS报告,别省这个环节。
三、拉丝:哑光质感背后的工艺逻辑
拉丝是用专用的拉丝轮(尼龙砂带或钢丝刷)沿同一方向研磨金属表面,形成均匀的线性纹路。视觉效果是哑光带方向感,触感有细微纹理,防刮花性能比镜面好。
干拉 vs 湿拉:
- 干拉:用尼龙砂带直接研磨,速度快、成本低,但热量聚集大、易烧伤细长部件。适合大规格产品。
- 湿拉:研磨过程中持续喷淋冷却液,光洁度更稳定、砂带寿命更长。适合精品线和精抛产品。
三聪厨具现在湿拉线的比例大概占六成,不是我们不想全上湿拉,是有些异形胚体湿拉治具装夹太复杂,只能干拉。
拉丝方向有讲究:
横向拉丝还是纵向拉丝,不是随便选的。横向拉丝的视觉质感更适合现代简约风格,在北美零售市场接受度高;纵向拉丝(顺着锅身高度方向)更显高端,常见于欧洲厨具品牌。三聪帮某德国品牌代工的一批三层钢汤锅,就是指定纵向80目拉丝,单面处理,光这一道工序就要比普通方案贵15%。
拉丝与其他工艺的叠加:
拉丝+珐琅可以,先拉后珐琅,烧成后表面有一层细腻哑光釉,质感非常特别。但要注意:拉丝纹路太粗(低于80目)会导致珐琅烧成后表面有”橘皮纹”,终端客户会质疑品质。
四、窒化发黑:铁锅专属的表面硬化
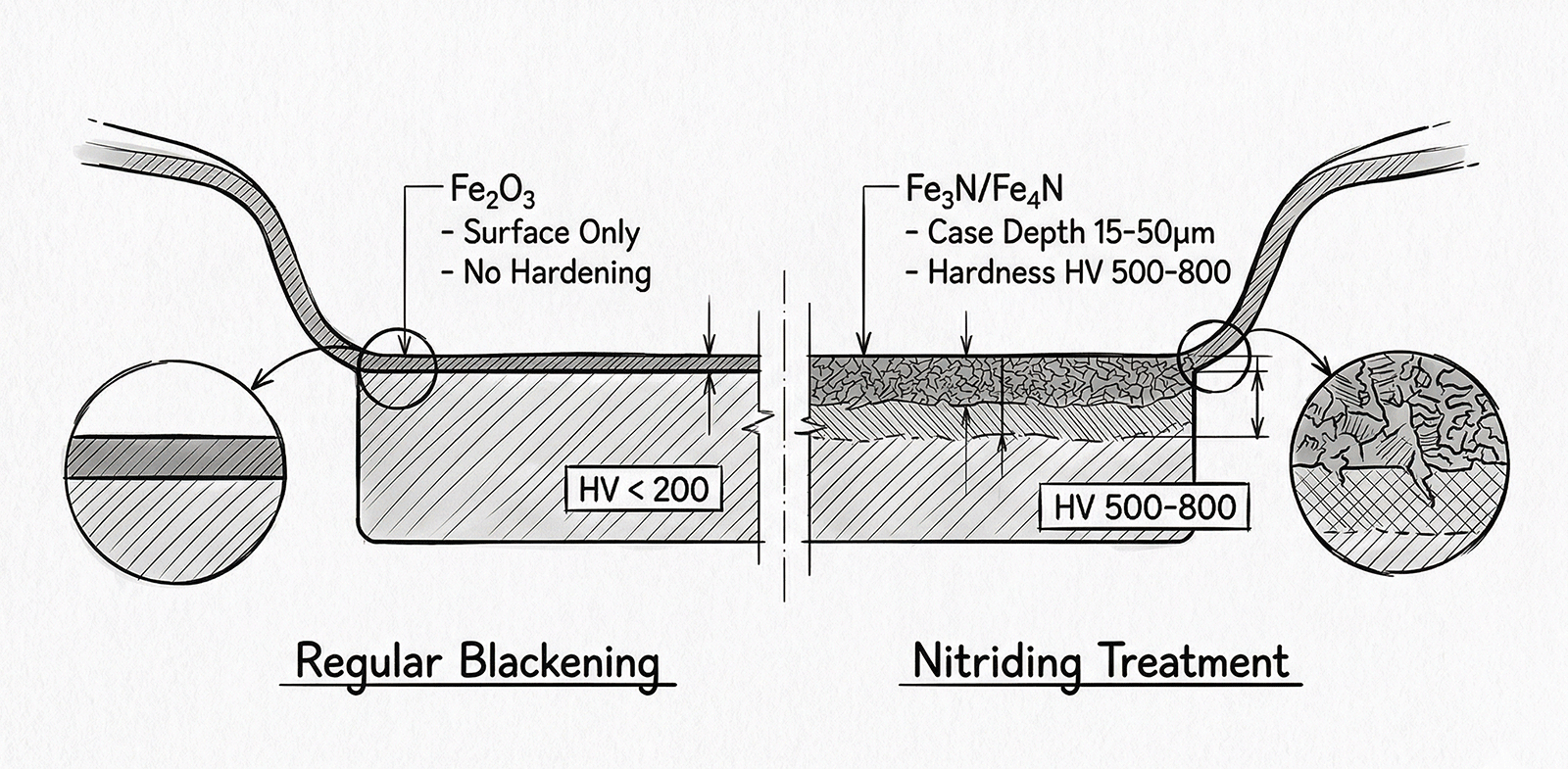
窒化处理(全称高温气体渗氮)是在可控气氛炉内通入氨气(NH₃),在480~580°C环境下让氮原子扩散进铁基表面,形成一层Fe₃N/Fe₄N化合物。这层化合物硬度高(通常HV500~800)、耐腐蚀性强,再经过氧化发黑处理,就是我们在窒化铁锅上看到的那种乌黑发亮的表面。
窒化发黑 vs 普通发黑的本质区别:
普通发黑只是把铁表面氧化成Fe₂O₃,化学式上是一层氧化膜,没有硬化效果,用指甲就能刮出痕迹。窒化发黑的氮化层是渗入金属基体的,不是表面附着的,所以耐磨、耐刮、耐腐蚀。
窒化处理的适用材质:
这段很重要:窒化只适合碳钢和低合金钢。不锈钢含铬量高,铬跟氮会形成CrN,反而阻碍渗氮效果。珐琅铸铁可以先窒化后珐琅,但工艺窗口窄,窒化温度和珐琅烧成温度要匹配好。
我们遇到过一个客户,拿窒化参数套用在不锈钢锅上,烧出来颜色发灰不均,验货时整批打回来——就是这个原因。
窒化层厚度怎么判断:
通常窒化层厚在15~50微米之间,太薄(低于10微米)耐腐蚀性不够,太厚(超过60微米)会脆裂。用金相显微镜测横截面是最准的,有条件的采购商可以要求工厂提供金相报告。
五、四大工艺横向对比与市场偏好
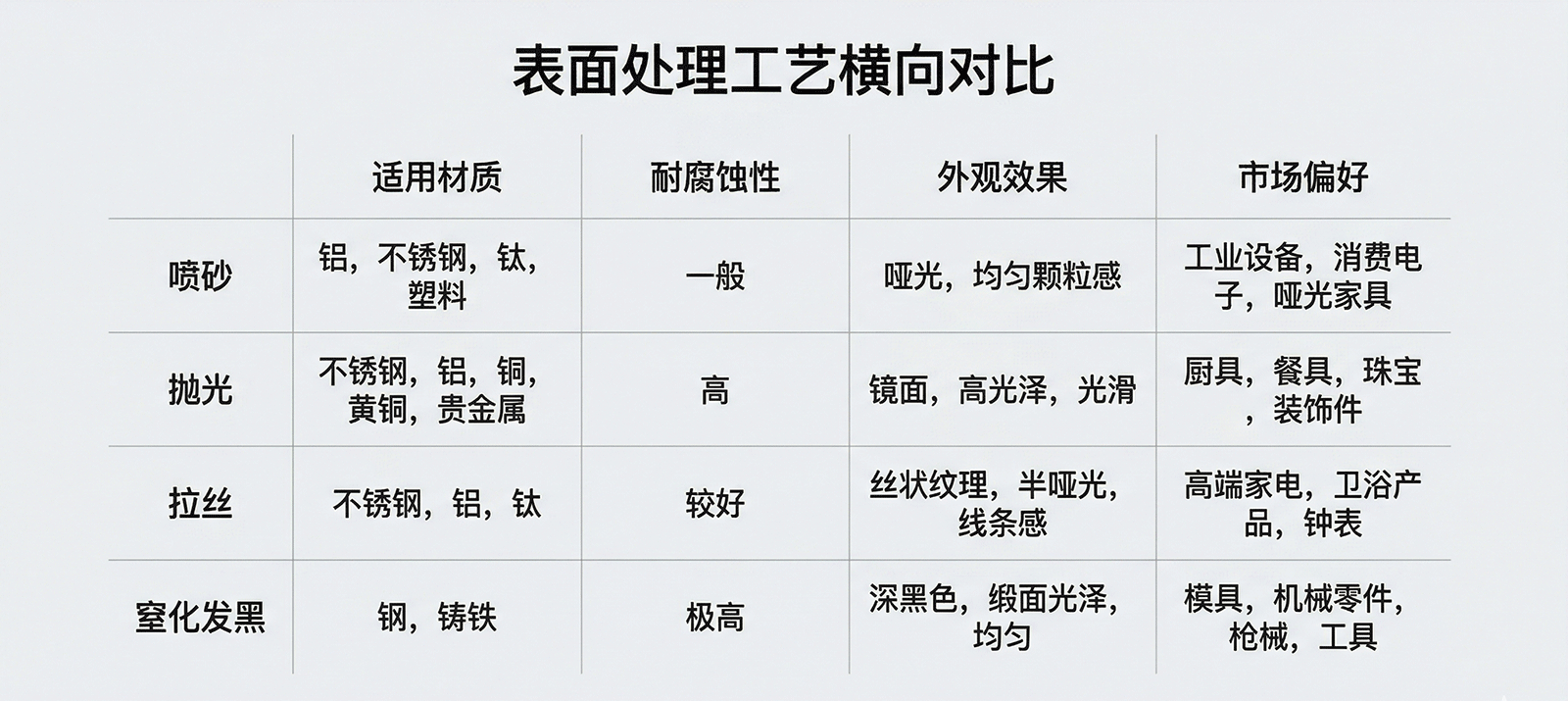
市场偏好的底层逻辑:
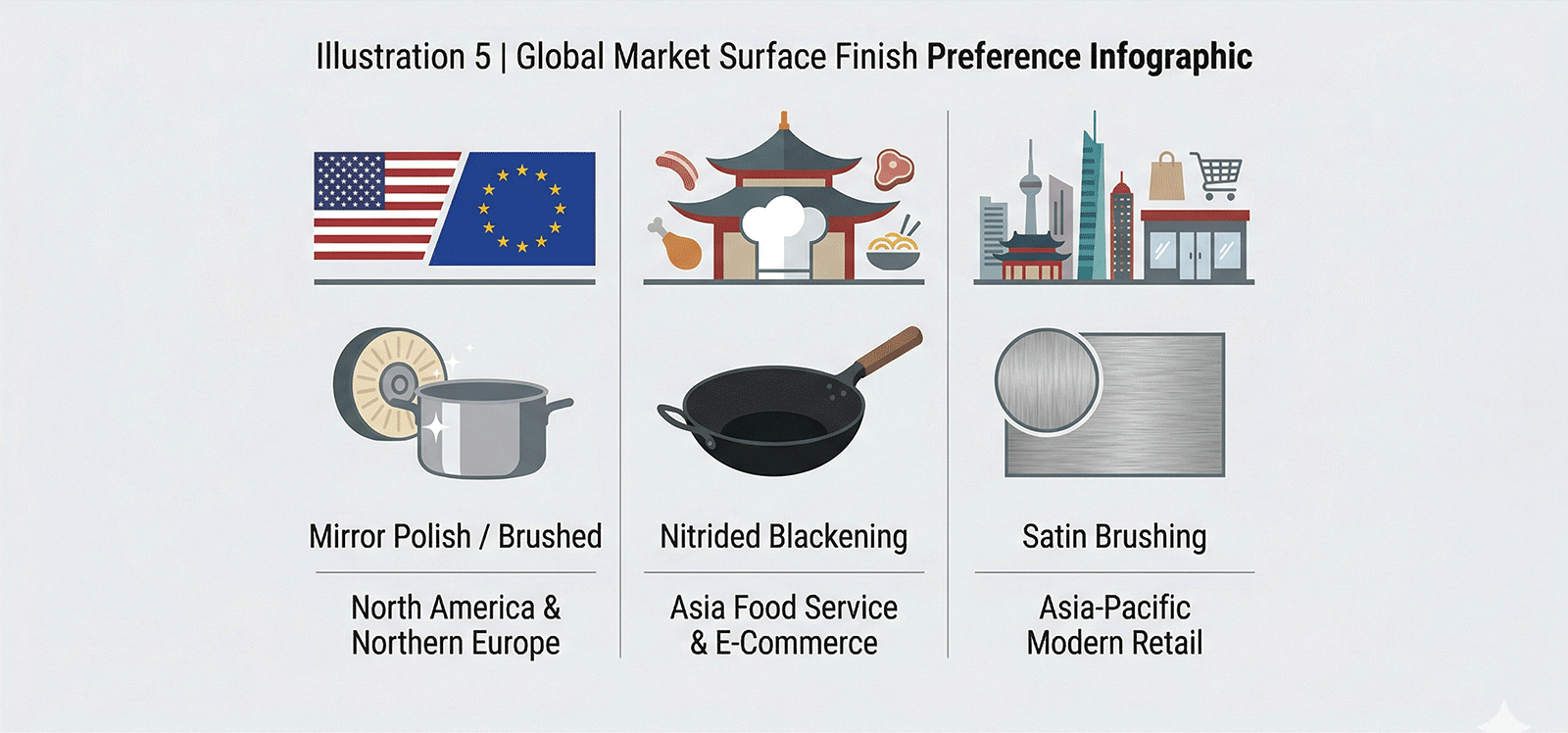
简单点讲,欧美市场(尤其是北欧和德国)偏好镜面抛光和精细拉丝,原因是那边的消费者审美偏向简约明亮,厨具本身就是厨房陈设的一部分。电商平台(亚马逊美国站)数据也显示,同款产品镜面版本点击率比哑光版本高20%左右。
东南亚和国内市场则更偏爱窒化发黑和哑光拉丝,窒化铁锅这几年在线上增长很快,跟”无涂层”的概念绑在一起,消费者愿意为此付溢价。
日本市场比较特殊——他们对外观缺陷的容忍度极低,即便是哑光拉丝产品,表面纹路均匀度要求也比欧美高出一个档次。日本客户验货时拿游标卡尺测纹路间距这种事,我们是真遇到过的。
六、采购商最常问的四个选型问题
Q1:同材质产品,多种表面处理可以共线生产吗?
可以,但前提是设备通用。比如喷砂和拉丝用的磨料和设备完全不同,要换线的话清洗和调试时间大概2~4小时,小单的话这道成本不划算。所以三聪厨具的建议是:单品起订量低于300只的,尽量选工厂现有主打工艺,不然换线费用摊到每只上不划算。
Q2:表面处理后还需要做盐雾测试吗?
食品接触材料标准(FDA/LFGB/EU10/2011)本身不要求盐雾测试,但如果你做的是亚马逊美国站,很多竞品详情页会拿盐雾测试小时数当卖点。常规要求是24小时盐雾无红锈,高端产品会要求48小时甚至72小时。窒化处理后的铁锅,24小时盐雾基本都能过——但前提是窒化层厚度要达标。
Q3:表面处理有色差怎么判定?
老实说,金属表面处理批次间有色差是客观存在的,关键是合同里有没有写清楚允收标准。三聪的做法是首件确认阶段就用色差计(△E值)打数据,写进封样标准,量产阶段超出△E0.5范围的整批拒收。你要是合同里没写这个,到时候验货扯皮就很麻烦。
Q4:工厂能不能做来样指定工艺?
可以,但前提是来样要附带工艺说明和检测方法。三聪厨具接到过客户拿竞品锅来开模的,光看外观分不出是喷砂还是化学钝化,必须切样检测基体成分和粗糙度才能判断工艺路线。所以来样最好是附带工艺spec,不然工厂只能”看着做”,出来的效果可能跟你预期的不一样。
七、总结:选表面处理就是选市场定位
说白了,表面处理选错了,轻则滞销,重则整批验货打回来。
选型的核心逻辑其实就三条:
1. 先定市场:欧美市场走镜面/精拉丝,亚洲市场窒化/哑光更吃香
2. 再看材质:铸铁优先考虑珐琅+喷砂,不锈钢可选抛光或拉丝,碳钢想做无涂层直接上窒化
3. 最后算成本:表面处理占总成本8%-15%,选错工艺路线比选错材质还费钱
三聪厨具在浙江工厂干了18年,各种表面处理工艺都跑通过,有想法的可以直接跟我们的项目工程师聊具体方案。