核心要点:
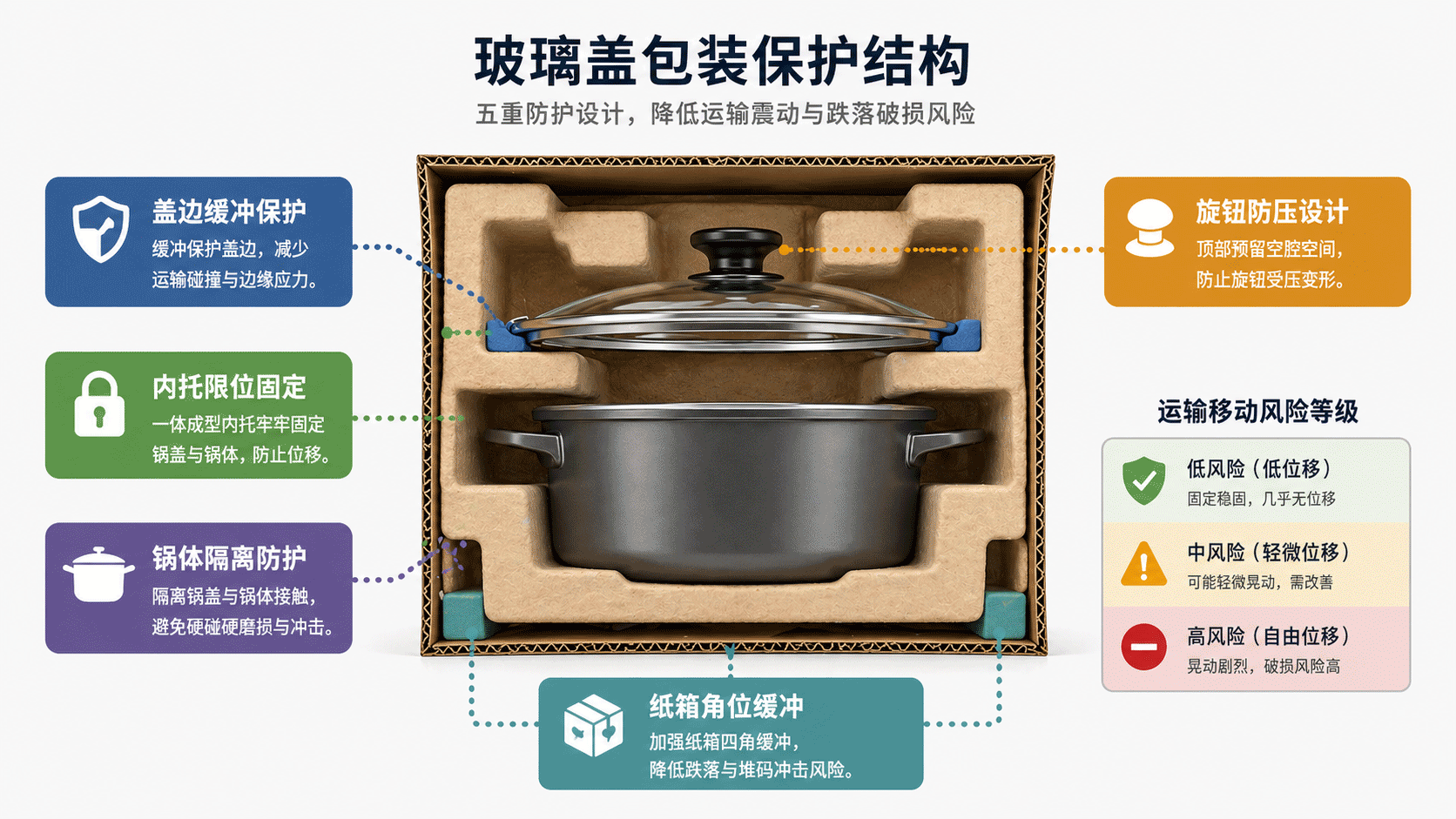
- 盖边冲击最常见
- 内托要限制位移
- 旋钮区域需防压
- 跌落测试要用终版包装
- 抽检要包含摇晃检查
- 破损数据应反推改版
玻璃盖破损,常常不是玻璃单项强度问题
出口锅具项目里,玻璃盖破损是很容易被低估的风险。锅体没有变形,涂层没有划伤,手柄也没有松动,但用户打开纸箱看到碎玻璃,整套产品的质量感会立刻被否定。对采购端来说,这类问题还会牵出补件、退货、差评、渠道索赔和仓库返工。
很多项目会把责任简单归到玻璃不够厚,或物流太粗暴。实际情况更复杂。玻璃盖在运输中承受的不是烹饪场景里的热冲击,而是边角跌落、纸箱压缩、托盘堆码、箱内振动、配件摩擦和最后一公里搬运。玻璃本体合格,包装结构不合格,破损率仍然可能偏高。
看玻璃盖破损,不能只问玻璃是否钢化、厚度多少毫米。更关键的问题是:盖边有没有被保护住,旋钮有没有形成受力点,内托有没有限制位移,玻璃和锅体之间有没有硬接触,跌落测试是不是用终版包装做的。

破损高发区:盖边、旋钮、排气孔与纸箱角位
玻璃盖运输破损有一定规律。只要把破损样品按裂纹起点、碎裂位置和纸箱损伤位置分类,通常能看到清晰线索。
盖边是最常见的风险区。玻璃盖边缘一旦受到侧向冲击,裂纹会快速扩展。金属包边能改善外观和手感,但并不等于自动具备缓冲能力。包边太薄、卷边不完整、玻璃外缘暴露、内托没有托住盖边,都可能让冲击直接传到玻璃。
旋钮区域是另一个容易被忽略的位置。装箱后,旋钮可能顶住彩盒、隔板或锅体。如果外箱受压,压力会沿旋钮传到玻璃中心。某些裂纹从旋钮孔附近开始,常见原因不是玻璃片整体强度不足,而是旋钮高度、垫片、螺丝锁附和顶部缓冲空间没有一起考虑。
排气孔也会形成局部应力。孔边倒角、金属件装配、孔位与旋钮距离,都可能影响局部强度。运输中若玻璃盖持续振动,孔位附近的小应力会被放大。
纸箱角位同样重要。跌落时能量往往集中在角和边。若玻璃盖边缘刚好靠近外箱角,内部又缺少缓冲,外观看起来只是纸箱轻微变形,内部玻璃却已经破裂。
盖边保护:不要只看有没有包边
玻璃盖保护的第一层是盖边。采购规格里常见一句话:钢化玻璃盖,不锈钢包边。这个描述不够。包边材料、截面形状、卷边完整度、装配松紧、玻璃外缘覆盖范围,都影响运输表现。
验收时可以拆成几项看:
- 包边是否连续,接口位置有没有翘边、毛刺、尖角
- 玻璃外缘是否被完整覆盖,是否存在裸露受力点
- 包边与玻璃之间是否松动,轻敲是否有异常响声
- 盖边与内托接触面是否足够宽,是否只有几个小点支撑
- 盖边外径公差是否会导致部分批次在内托中松动
硅胶包边在一些市场中受欢迎,原因是手感柔和,也能吸收一部分冲击。但硅胶方案不能只看缓冲。耐热、气味、颜色稳定性、装配公差、清洁难度和终端市场偏好都要一起评估。
金属包边方案也不是越硬越好。过薄的金属边在冲击时可能变形,把力集中到玻璃边缘;过紧的装配也可能留下应力。比较稳妥的做法,是把包边结构与内托支撑面放在一起验证,而不是单独确认盖子外观。
内托设计:核心不是好看,而是限位
包装样品摆在桌面上整齐,并不代表运输中安全。很多内托看起来把锅体、玻璃盖、说明书和配件分开了,但实际摇晃时,玻璃盖仍然可以滑动、倾斜或碰到锅体。
内托对玻璃盖至少要完成三件事:
- 固定玻璃盖位置,减少横向位移
- 隔开玻璃、金属锅体、手柄铆钉和纸箱壁
- 在跌落或挤压时先吸收变形,而不是让玻璃直接受力
常见材料包括纸浆模塑、瓦楞纸隔卡、EPE、蜂窝纸板和组合结构。每种材料都有取舍。纸浆模塑更容易配合环保要求,但厚度、含水率、回弹性和边缘强度要验证。EPE缓冲性较好,但某些零售商会限制塑料用量。瓦楞结构成本可控,设计不好时很容易在盖边或旋钮处留下空档。
内托不能只做空箱测试。装入真实锅体后,锅的重量会改变受力状态。仓储堆码后,纸板或纸浆托可能塌陷。长途振动后,原本紧配的结构可能松开。量产前若只看静态摆放,很容易漏掉这些问题。
一个实用检查动作是摇晃测试。把完整零售盒按实际装箱方式封好,做轻摇、翻转、斜放和复位,听内部是否有玻璃撞击声,再开箱看盖边是否移位、内托是否被压出痕迹。这个动作不替代实验室跌落测试,但能很快发现限位不足。
跌落测试:必须使用最终装箱状态
跌落测试的价值取决于测试对象是否真实。若测试时用的是临时内托、空白纸箱、缺少说明书和配件、纸箱材质还没锁定,那么测试通过只能说明这个临时结构表现尚可,不能代表量产包装安全。
玻璃盖锅具的跌落测试应至少写清这些条件:
- 测试层级:单个彩盒、内箱、外箱,或完整套装
- 产品状态:最终锅体、最终玻璃盖、最终旋钮、最终配件
- 包装状态:最终内托、最终彩盒、最终外箱、最终装箱数量
- 跌落方向:面、边、角都要覆盖,重点关注玻璃盖靠近的角位
- 跌落高度:按产品重量、渠道要求和客户标准确定
- 判定标准:玻璃不破、不掉屑、内托不严重塌陷、锅体与玻璃无硬碰痕
电商单件配送和传统整柜出货面对的风险不同。前者更怕单箱跌落和输送线冲击,后者更怕堆码压缩、托盘搬运和集装箱振动。同一款产品若同时走零售渠道和线上直发,可能需要两套包装验证口径。
跌落测试失败并不是坏事。它能提前暴露包装结构的弱点。真正危险的是测试失败后只加一片泡沫,没有复盘破损位置、内托变形方向和纸箱受力点。若裂纹从盖边起,重点应回到盖边支撑和边角缓冲;若裂纹从旋钮孔附近起,重点应回到顶部空间、旋钮高度和垫片结构。
量产前检查清单:把经验写成可执行标准
玻璃盖破损率控制,最怕停留在口头经验。比较可靠的做法,是把包装图、测试方法和出货抽检写成同一份标准。
可执行清单可以包括:
- 玻璃盖定位
– 玻璃盖在内托中不能自由旋转
– 盖边不得接触锅体、手柄铆钉或纸箱壁
– 旋钮顶部要有明确缓冲空间
- 盖边保护
– 包边无毛刺、翘边和明显松动
– 盖边支撑面连续,不只依赖几个小接触点
– 玻璃边缘不应直接靠近外箱角位
- 内托结构
– 内托能承托盖边直径和旋钮高度
– 装入锅体后不塌陷、不偏移
– 材料选择与出口路线、湿度风险和零售要求匹配
- 纸箱与堆码
– 彩盒、内箱、外箱使用最终材质
– 外箱抗压与托盘堆码方式匹配
– 装箱后摇晃无明显玻璃撞击声
- 出货抽检
– 从不同托盘位置开箱检查
– 检查玻璃盖位移、内托压痕、碎玻璃和纸箱变形
– 抽检记录保留照片和箱号,便于后续追溯
这份清单的意义在于减少误解。采购、包装供应商、工厂质检和第三方验货机构用同一套语言沟通,问题才不容易在交接中被稀释。
售后破损数据,应反推包装改版
第一批出货后的破损数据很有价值。只看破损率不够,还要看破损发生在哪个渠道、哪个SKU、哪个箱型、哪个国家仓、哪个运输环节。若多个用户反馈同一位置碎裂,往往说明包装结构存在重复性弱点。
复盘时可以分成四类:
- 包装结构问题:同一盖边、同一角位、同一旋钮区域反复破损
- 物流路径问题:某个仓库、承运商或配送方式破损集中
- 装配一致性问题:包边松动、旋钮锁附不稳、盖子公差偏大
- 使用后破损问题:热冲击、清洗、收纳或消费者误用导致
不同原因对应不同动作。包装结构问题可能需要加深内托、改变盖子放置方向、增加旋钮支撑或提高纸箱强度。物流路径问题可能需要单独电商包装。装配一致性问题要回到制程检验。使用后破损则要检查说明书和警示语是否清楚。
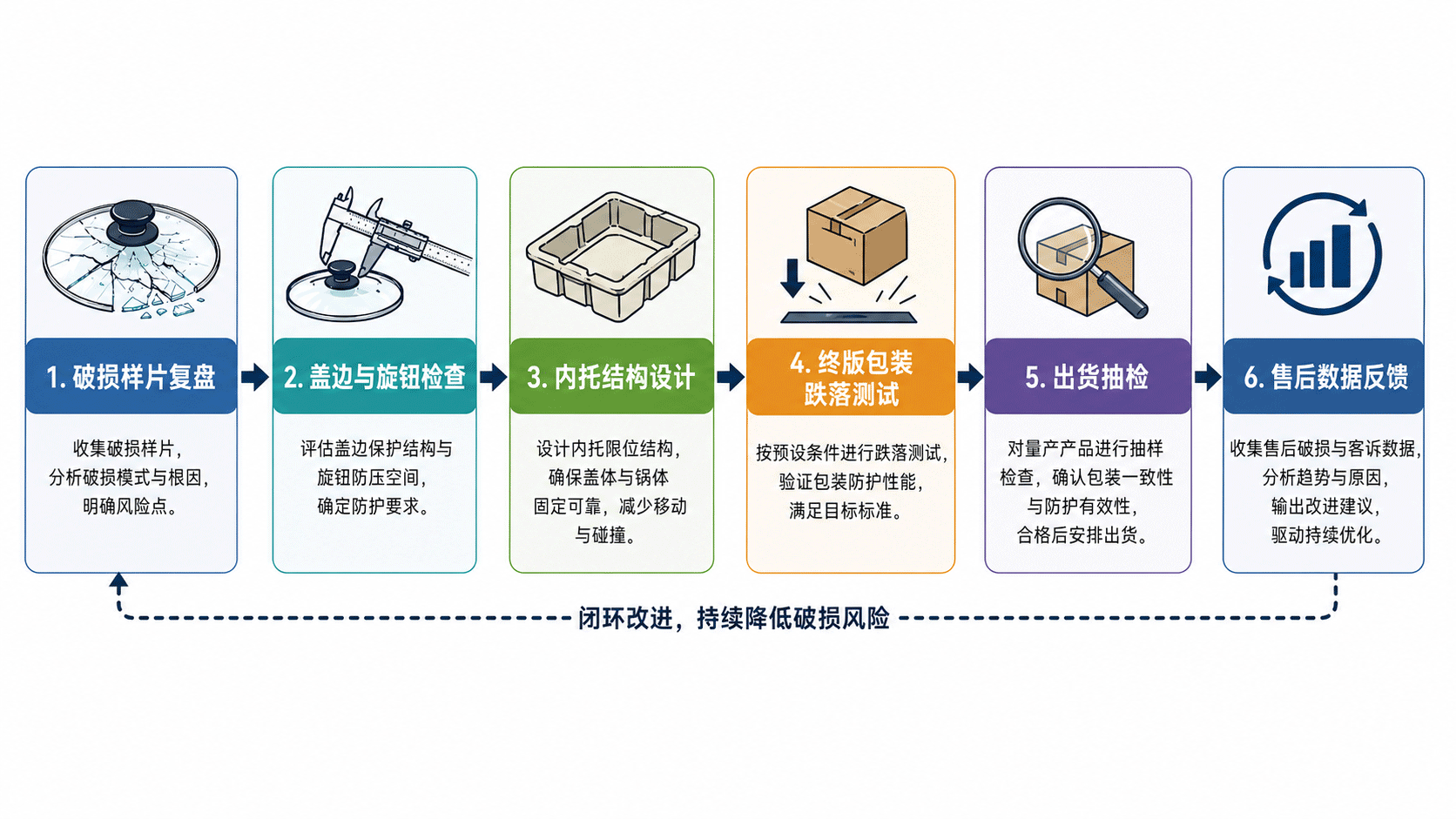
控制玻璃盖破损,要把包装当成产品的一部分
玻璃盖不是一个孤立配件。它和锅体、旋钮、包边、内托、彩盒、外箱、托盘和物流路径共同组成一个运输系统。只要其中一个环节没有定义清楚,破损风险就可能在量产后集中暴露。
采购端在锁定彩盒刀模和包装材料前,最好完成盖边结构、内托限位、旋钮防压、纸箱抗压和跌落测试的同步确认。这个阶段多做一次包装试验,成本通常低于整批出货后的补盖、退货和渠道索赔。
更成熟的做法,是把玻璃盖保护写成可测量条款:允许位移、支撑位置、缓冲材料、跌落方法、判定标准、抽检动作和售后复盘机制。标准越具体,重复订单越容易稳定。