核心要点:
- 手柄结构决定受力与失效模式
- 扭矩要有区间与工具校验
- 防松必须配热循环复检
- 掉漆多由前处理与工况触发
- 烫手关键在热路径与隔热
【你拿到的手柄样品,最好别只看外观。】
很多锅具的“质量翻车”,不是锅身本体,是手柄。采购端最常见的投诉就三类:松动、掉漆、烫手。说白了,这三类问题背后都指向一件事:手柄结构和装配过程有没有被当成“工程件”来做。
这篇我把手柄结构拆开讲清楚,也把工厂端能量化的几个关键指标摆出来。你拿这些去跟供应商对齐,沟通会顺很多。
手柄连接结构,不是“能装上就行”
常见的连接方式大概就几种:螺丝固定、铆接、焊接、一体成型。看起来都能用,但受力方式和风险点完全不一样。
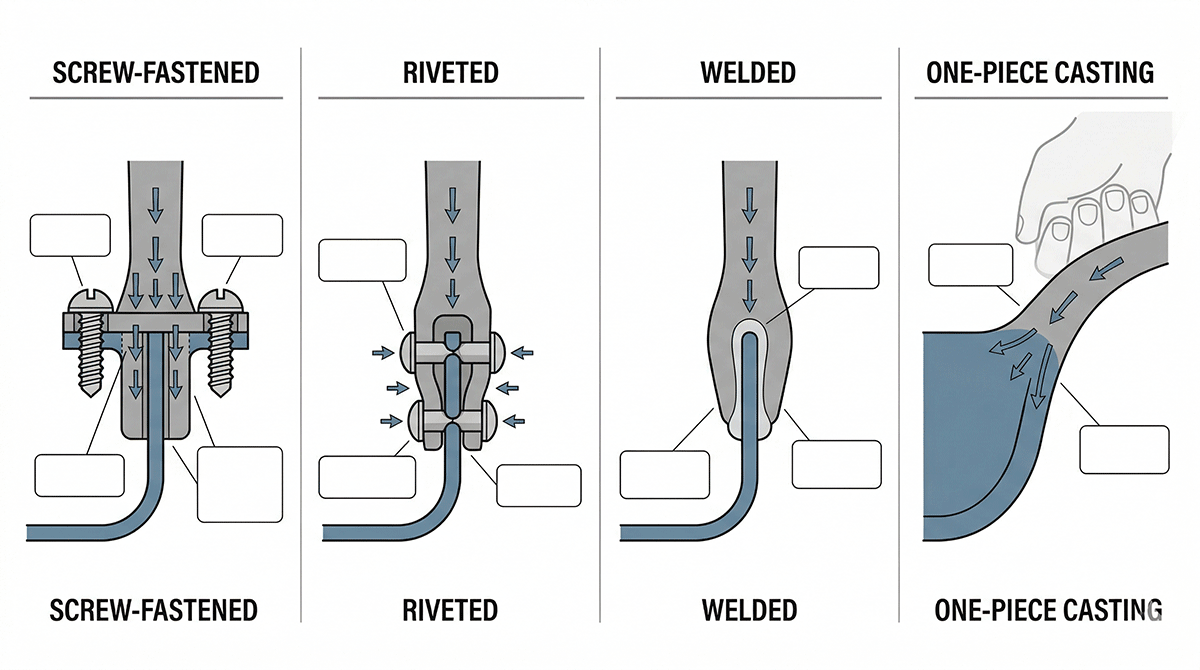
- 螺丝固定:优点是可维修,可更换配件。缺点是对装配扭矩、螺纹防松、垫片材质非常敏感。扭矩不稳,就会出现松动、异响。
- 铆接:优点是一次成型,不容易被用户自行拧松。缺点是铆接质量不可逆,铆钉材料和铆接变形控制不好,早期松动更难返修。
- 焊接:强度够的话很稳,但怕热影响区控制不好,或后续表面处理带来锈蚀/色差。
- 一体成型(如一体铸造/一体冲压):结构上最省心,但对模具精度和材料设计要求更高。
这里有个小坑很多人忽略了:同样是螺丝结构,螺丝位置、孔位同心度、接触面平整度不一样,最后的松动概率差一截。
松动的本质:装配扭矩和“防松体系”缺一不可
采购问“你们扭力多少”,这个问题问得很对,但只问扭力还不够。
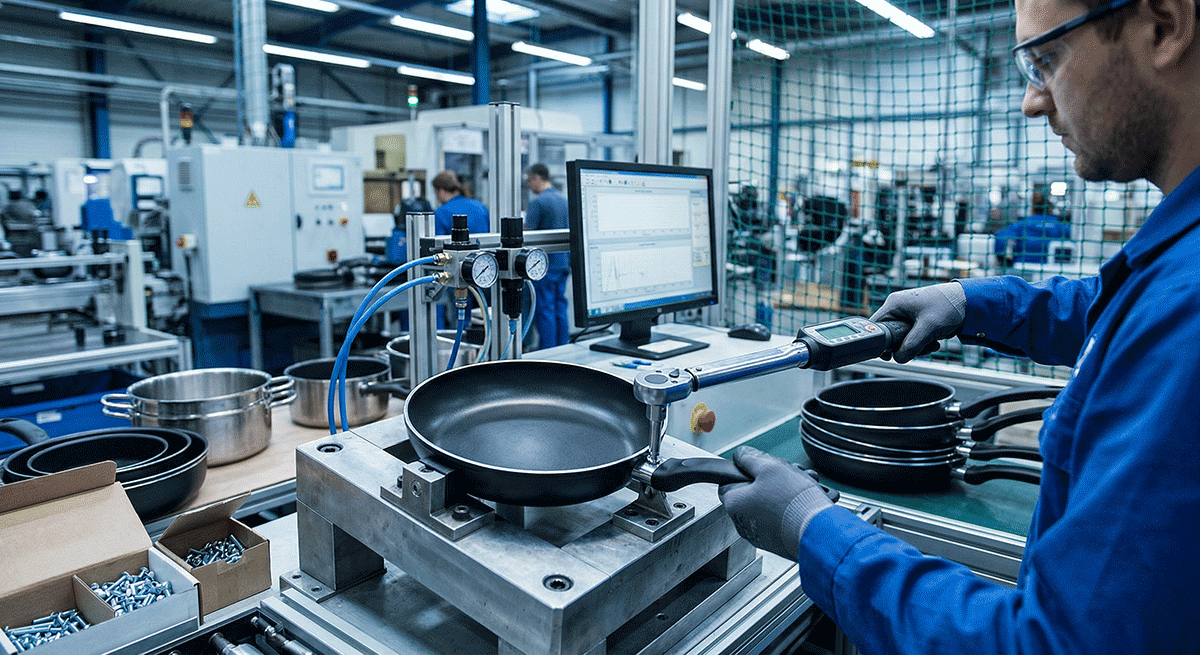
你至少要把下面几件事一起问清:
- 装配扭矩范围(不是一个死值):比如同一款手柄,我们会给一个可执行区间,并配套扭矩扳手校验。
- 防松方案:弹垫、尼龙锁紧螺母、螺纹胶,或者结构防松(比如限位台阶)。只靠“拧紧一点”不靠谱。
- 热循环后的复检:锅具会经历反复加热冷却。热胀冷缩会让连接件“慢慢走”。所以要做热循环后再测扭矩保持率。
如果你需要一个沟通口径:
- 小锅、轻手柄不代表可以低标准。
- 重手柄、长手柄受力更大,扭矩和防松必须升级。
具体数值会随结构变化,但“有区间、有工具、有复检”比单报一个数字更重要。
掉漆与起泡,很多不是涂料问题,是预处理与工况
手柄掉漆最常见的两个场景:
- 炉火外溢,手柄根部长期高温烘烤
- 油污长期附着,清洁剂反复擦洗

如果工厂前处理没做到位,比如除油不彻底、表面粗化不足、底涂不匹配,涂层就会从边缘开始“翘”。你会看到起泡、裂纹,然后大片掉。
采购端怎么快速判断?
- 问清楚手柄材质与涂装体系:金属裸件喷涂、电泳、粉末涂层,体系不同耐热和附着力逻辑不一样。
- 关注根部区域:手柄根部是热最集中的位置,也是掉漆最先爆的地方。
- 看工艺记录:有没有做附着力测试、盐雾或耐擦洗测试。
烫手并不只是材料导热,隔热结构才是关键
很多锅用的是不锈钢手柄,材料导热快,这没错。但烫手的决定因素往往是“热量怎么走到你手上”。
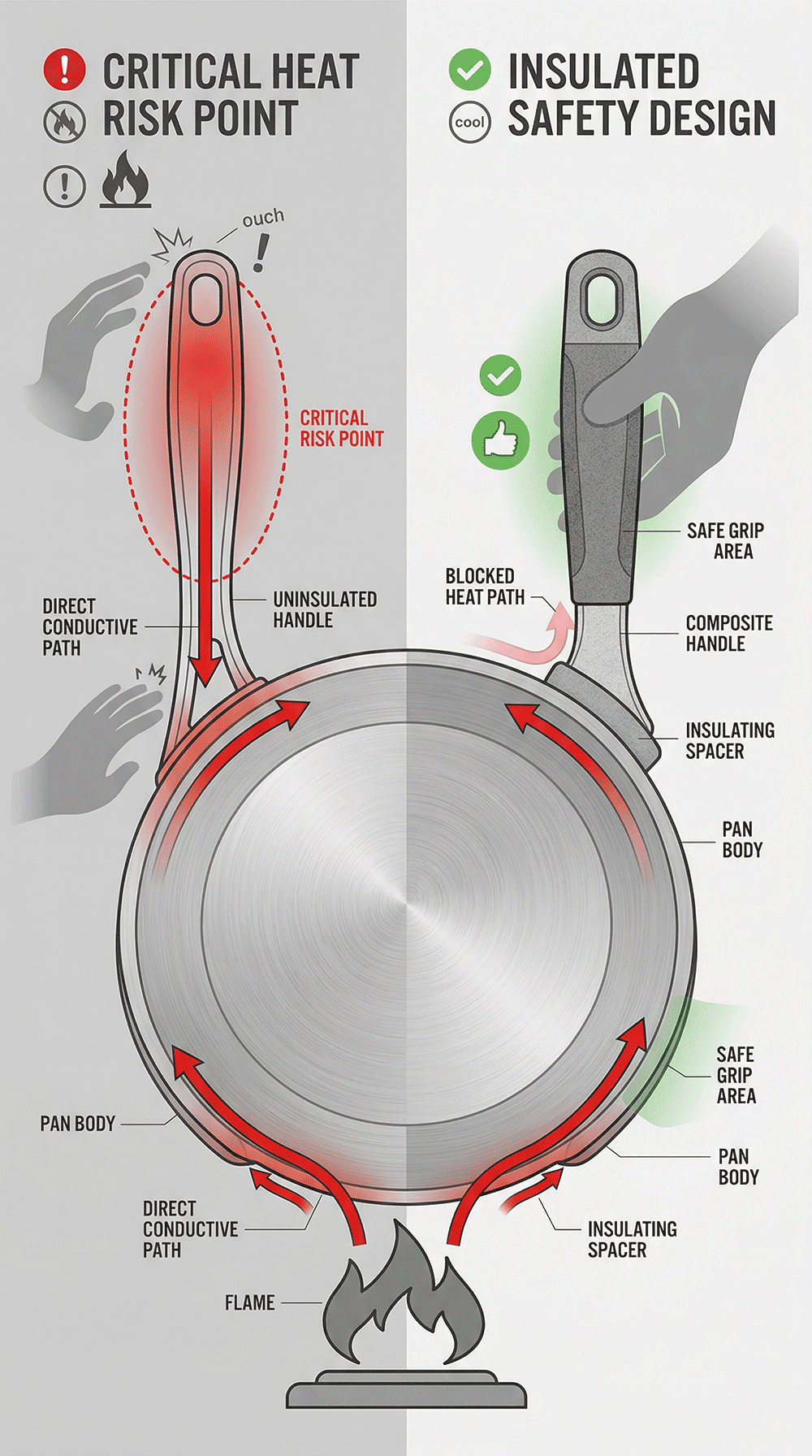
有几个结构点你可以重点盯:
- 手柄与锅身之间有没有隔热垫片或隔热结构
- 接触面积是不是过大(接触越大,导热越快)
- 手柄中空结构、隔热套是否能在高温下保持稳定
如果产品定位是商用或高功率炉具,建议直接把耐热与热传递路径写进规格要求,别只写一句“耐高温”。
给采购的 5 条验收清单(拿去就能用)
- 装配:扭矩是否有区间,是否有扳手校验记录
- 防松:是否有结构或材料级防松方案,热循环后是否复测
- 涂层:根部区域附着力与耐热依据是什么,是否有测试项
- 隔热:是否有隔热结构,烫手风险点有没有验证
- 返修:结构是否可维护,出现松动的返修方案是什么
📞 联系我们
浙江三聪厨具有限公司 | Zhejiang Sancong Kitchenware Co., Ltd.
三聪厨具 · 大牌背后的源头大厂,专注中高端锅具 OEM/ODM 代工 · 20 年出口品质 · 年产 500 万套
- 📍 地址:浙江省金华市武义县茭道镇杨家工业区宏兴路 1 号
- 🌐 官网:https://www.sancongkitchenware.com
- ✉️ 邮箱:sales@sancong.com.cn
- 📞 Tel:+86 132-5099-1688
- 💬 微信:+86 132-5099-1688
- 🤝 B端采购 / OEM 合作 / 拿样咨询:请私信、留言或发送邮件,大客户经理将为您提供专属出海及渠道选品方案。