核心要点:
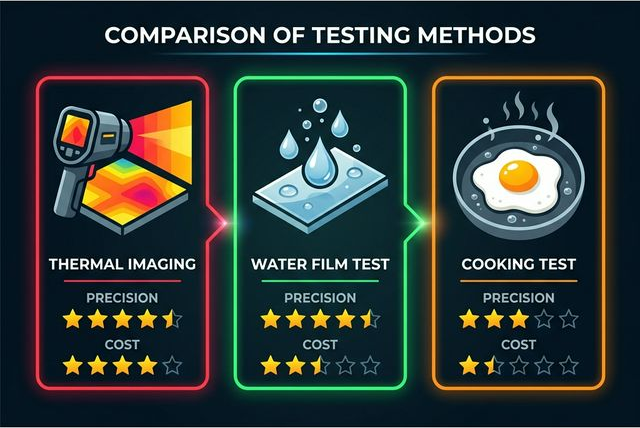
- "热成像仪能直观显示温差分布,但设备成本高"
- "水膜蒸发法零成本、易操作,适合来料抽检"
- "实际烹饪测试最接近用户真实场景"
- "三种方法配合使用才能完整评估导热均匀性"
- "导热均匀性与锅底结构和材料厚度直接相关"
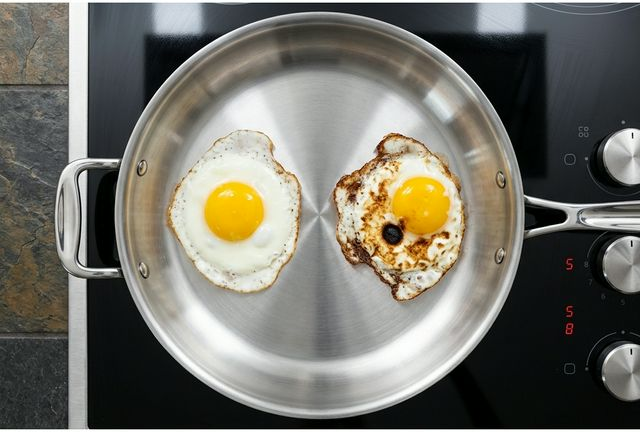
有个做韩国市场的采购朋友,去年新开了一条不锈钢煎锅产品线。样品阶段一切顺利,到了量产第一批 2000 口到货后,终端用户投诉”锅底中间焦边缘生”。他发给我一张照片:煎蛋中心已经焦黑,边上的蛋白还透明。
我们帮他排查,问题出在供应商换了复合底方案——打样时用的是全覆盖铝片复合底,量产偷改成了 70% 覆盖面积。肉眼完全看不出来,从外面看锅底一模一样。
这件事让我意识到,导热均匀性是锅具最核心的隐性品质,但也是最容易被忽略的验收盲区。大多数采购检验清单上有涂层厚度、有尺寸公差、有外观标准,唯独没有”这口锅导热到底均不均匀”。
今天把我们工厂内部用的三种验证方法分享出来,帮你把”导热好不好”从一句玄学变成可以写进验收标准的硬参数。

方法一:热成像仪扫描——最直观的温差地图
热成像仪是肉眼看不到的温度分布的”透视镜”。打开仪器,对着加热中的锅底一拍,整个温场分布立刻以伪彩图的形式呈现出来:红色是高温区,蓝色是低温区,色差越大说明导热越不均匀。
怎么操作:
- 🔴 步骤一:将空锅放在标准化热源上(建议电磁炉或电热盘,避免明火引起的不均匀加热)
- 🔴 步骤二:中火加热 90 秒(统一加热时间是关键,否则没有可比性)
- 🔴 步骤三:用热成像仪从锅底正下方垂直拍摄,距离固定在 30cm
- 🔴 步骤四:读取中心点温度与边缘四点温度,计算最大温差 ΔT
判定标准:
- ✅ 优秀:ΔT ≤ 15°C(高端锅具应达到的水平)
- ⚠️ 合格:ΔT 15–30°C(大众市场可接受)
- ❌ 不合格:ΔT > 30°C(必定产生”中间焦边缘生”的体验)
热成像仪选型建议:
- 🔵 入门级:FLIR C5 / HikMicro Pocket2,价格 ¥2000–5000,分辨率够用但刷新率低
- 🔵 工业级:FLIR E54 / Testo 883,价格 ¥2–5 万,适合做系统化品控
- 🔵 手机外挂方案:FLIR ONE Pro,¥2000 左右,精度略差但日常抽检够用
> 实操提示:热成像测试对环境温度敏感。建议在 20–25°C 的室内环境中测试,避免风扇直吹锅体。测试前锅底必须完全干燥,水渍会干扰红外读数。
我们工厂每次打样完成后,都会用 FLIR E54 做一次完整的热成像扫描,热场分布图直接附在打样报告里。客户收到后一目了然,哪里热、哪里冷、温差多大,全部可视化。

方法二:水膜蒸发法——零成本的快速筛查
如果你觉得热成像仪太贵或者不方便每批都用,水膜蒸发法是一个性价比极高的替代方案。原理很简单:在锅底均匀倒一薄层水,加热后观察水膜蒸发的速度分布。
怎么操作:
- 🟢 步骤一:把锅放水平(用水平仪校准),倒入约 50ml 室温水,轻轻晃匀使水膜铺满锅底
- 🟢 步骤二:开最小火(统一火力,电磁炉设置 800W)
- 🟢 步骤三:观察水膜开始冒泡的区域和顺序——先冒泡的区域温度高,后冒泡的区域温度低
- 🟢 步骤四:记录从水膜开始冒泡到完全蒸干的时间差
判定标准:
- ✅ 优秀:整个锅底几乎同时冒泡,蒸干时间差 ≤ 5 秒
- ⚠️ 合格:中心先冒泡,边缘延迟 5–15 秒
- ❌ 不合格:中心已沸腾,边缘水膜还没反应(延迟 > 15 秒)
水膜法的几个细节要点:
- 水量必须统一——太多看不出差异,太少蒸发太快来不及观察
- 必须水平放置——倾斜的锅水会往一边跑,结果不准
- 火源必须居中——偏了就不是测锅而是测火的位置了
- 至少测 3 口做对比——单口测试没有参照意义
这个方法的精妙之处在于:它不需要任何设备,一口锅、一杯水、一个灶台就够了。我们要求每次来料验收时,QC 至少用水膜法抽检 5% 的成品。发现有明显不均匀的,再上热成像仪做精确复测。
方法三:实际烹饪测试——最接近用户真实场景
热成像和水膜法是”测温度”,但用户关心的不是温度数字,而是”这口锅煎东西会不会一边焦一边生”。所以最终验证还是要回到实际烹饪场景。
标准化煎蛋测试(我们内部管它叫”煎蛋 SOP”):
- 🟠 食材:2 个鸡蛋(统一大小),5ml 食用油
- 🟠 加热:中火预热 60 秒
- 🟠 操作:将鸡蛋打入锅中两侧对称位置
- 🟠 观察指标:两个蛋的蛋白凝固时间差、蛋黄颜色均匀度、是否有局部焦糊
判定标准:
- ✅ 优秀:两个蛋几乎同步凝固,底面颜色均匀金黄,无焦点
- ⚠️ 合格:凝固时间差 ≤ 10 秒,底面轻微色差
- ❌ 不合格:一个蛋已经焦边,另一个蛋白还没全熟
标准化薄饼测试(更高精度):
如果想要更精确的结果,用薄饼测试。做法是摊一张很薄的面糊,加热后看着色分布。导热均匀的锅,薄饼底面颜色应该从中心到边缘基本一致;导热不均的锅,会出现明显的深色斑块和浅色区域,就像一张”导热地图”。
> 进阶做法:我们有个德国客户要求特别严格,每批次都要做”24 点温度测试”——在锅底画 24 个等距测温点,逐点用接触式温度计测温。虽然费时间,但精度最高。如果你做的是高端线(零售价 > $80 的锅),这套方法值得用。
导热均匀性背后的工艺根因
了解了怎么测,还得知道为什么不均匀。把根因搞清楚了,验厂时才知道看什么。
影响导热均匀性的核心因素:
- 🔧 锅底材料厚度均匀度
– 冲压工艺的模具磨损会导致中心偏薄、边缘偏厚
– 验收时用测厚仪抽测锅底 5 个点(中心 + 四象限),偏差应 ≤ 0.3mm
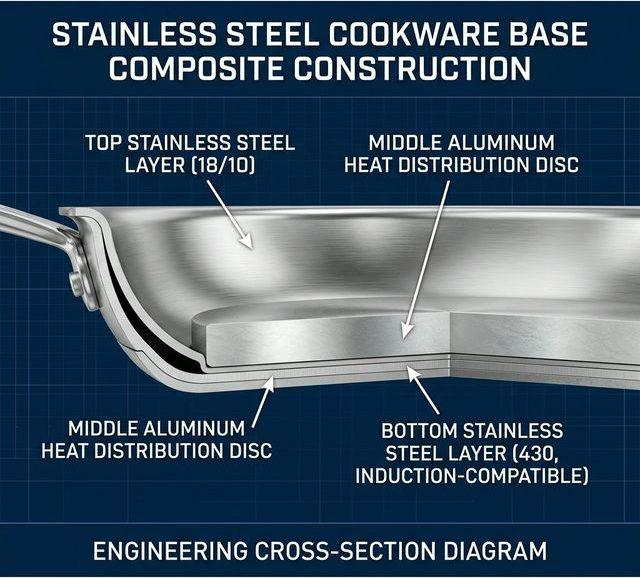
- 🔧 复合底覆盖面积
– 不锈钢锅用铝片复合底提升导热,但关键是覆盖率
– 全覆盖(100%)vs 部分覆盖(70–80%)效果差距巨大
– 验厂重点:让工厂出示复合底铝片的实际尺寸图,对比锅底总面积
- 🔧 钎焊/扩散焊接合质量
– 铝片和不锈钢之间的接合如果有气泡或脱焊区域,那一片就是”死区”——热量到那里就断了
– 超声波 C-扫描可以检测焊接面的完整性,好的工厂会做这项检测
- 🔧 锅底弧度与平整度
– 锅底不平,放在电磁炉/电陶炉上会翘起来,只有中间接触热源
– 用平板尺检测锅底平整度,间隙应 ≤ 1mm
> 一个经验数据:同样规格的不锈钢煎锅,100% 覆盖的 3mm 铝片复合底,ΔT 通常在 10–15°C;70% 覆盖的 2mm 铝片,ΔT 会飙到 25–35°C。差别就在一层铝片的面积和厚度上。
三种方法的适用场景速查
- 🔴 热成像仪扫描
– 精度:★★★★★(最高,可量化到每个像素点)
– 成本:★☆(设备 ¥2000–50000)
– 操作难度:★★★(需要标准化环境和操作培训)
– 适用场景:新品打样验证、高端线首件检测、工厂设备校准
- 🟢 水膜蒸发法
– 精度:★★★(定性为主,不能精确量化温差)
– 成本:★★★★★(零成本)
– 操作难度:★★★★★(任何人都能操作)
– 适用场景:来料抽检、批次一致性快速筛查、海外仓到货验收
- 🟠 实际烹饪测试
– 精度:★★★★(最贴近用户体验)
– 成本:★★★★(几个鸡蛋的成本)
– 操作难度:★★★★(需要统一 SOP 保证可比性)
– 适用场景:终端体验验证、产品评测内容素材、客诉调查复现
给采购的验收建议
把导热均匀性写进你的验收标准,建议采用”三级验证”模式:
- 📋 Level 1 — 打样阶段:每个新 SKU 首件必须做热成像扫描,温差数据写入打样确认报告
- 📋 Level 2 — 量产抽检:每批次到货用水膜法抽检 5–10%,不合格品隔离复测
- 📋 Level 3 — 上市前终验:随机抽 3 口做标准化煎蛋测试,拍照归档作为品质凭据
> 最后一条建议:如果你准备写一份锅具验收规格书(IQC Spec),把导热均匀性单独列为一个检验项,写明测试方法、判定标准(ΔT ≤ 多少)和抽样比例。很多工厂默认不做这项检测,但只要你写进了合同,他们就必须配合。有了这把尺子,你的供应商管理会主动很多。
📞 联系我们
浙江三聪厨具有限公司 | Zhejiang Sancong Kitchenware Co., Ltd.
三聪厨具 · 大牌背后的源头大厂,专注中高端锅具 OEM/ODM 代工 · 20 年出口品质 · 年产 500 万套
- 📍 地址:浙江省金华市武义县茭道镇杨家工业区宏兴路 1 号
- 🌐 官网:https://www.sancongkitchenware.com
- ✉️ 邮箱:sales@sancong.com.cn
- 📞 Tel:+86 132-5099-1688
- 💬 微信:+86 132-5099-1688
- 🤝 B端采购 / OEM 合作 / 拿样咨询:请私信、留言或发送邮件,大客户经理将为您提供专属出海及渠道选品方案。
🏷️ 关键词:`导热均匀性` · `锅底检测` · `热成像` · `水膜法` · `烹饪测试` · `锅具品控` · `OEM验收` · `三聪厨具`