核心要点:
- 验货前先确认AQL标准和抽检方案,口径统一才能减少争议
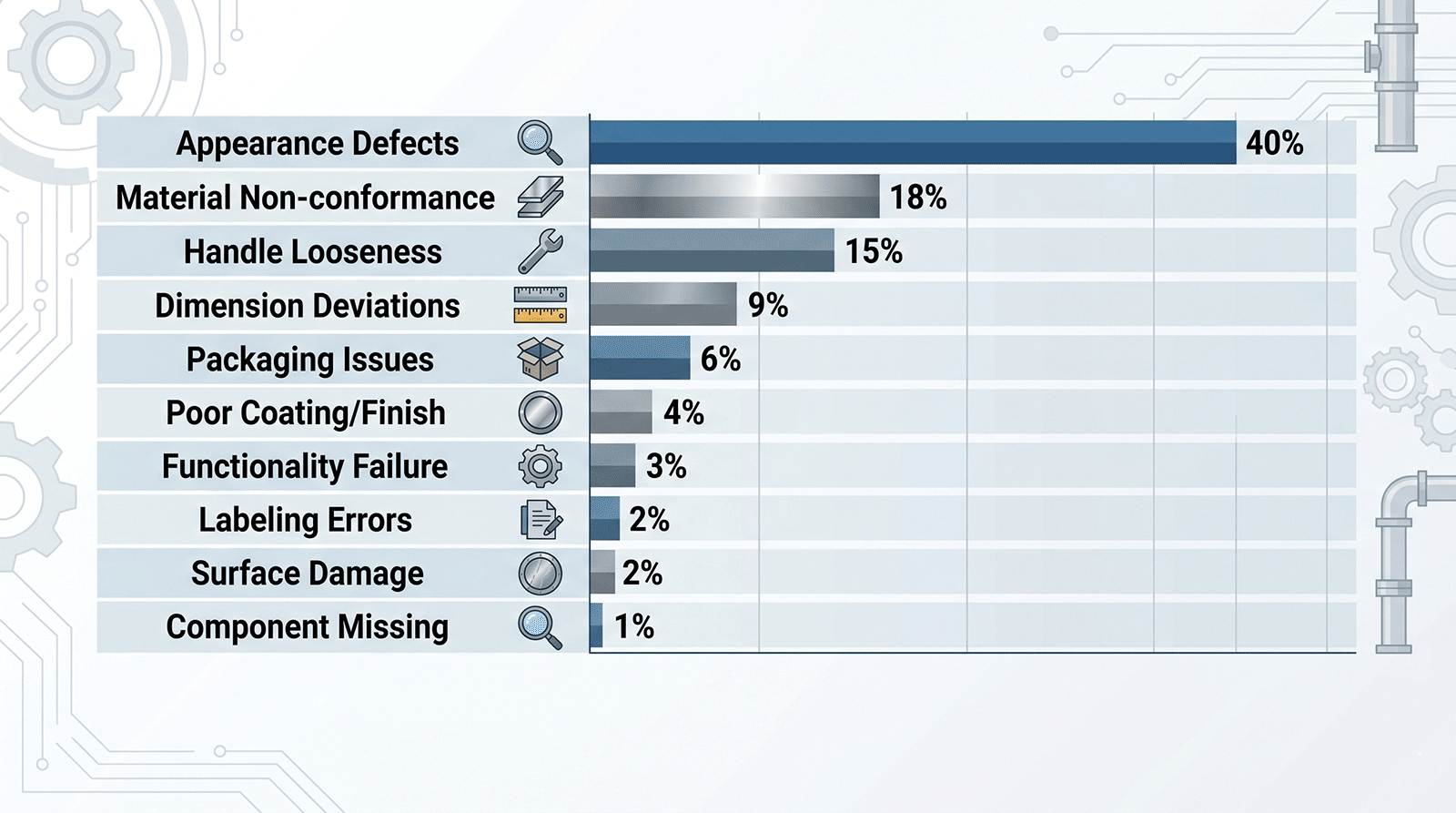
- 外观缺陷占投诉总量40%以上,工厂端和客户端判定标准往往不一致
- 材质不符(200系冒充300系)是食品接触材料最大风险点
- 把手/盖钮拉力测试是出口验货必做项,不合格批次往往整批退运
- 包装和唛头问题占验货不合格项约15%,但最容易在装柜后才发现
有个做跨境电商的客户跟我吐槽,说他们第一批大货出海,到目的港清完关,请第三方机构验货,结果 260 口锅里验出 37 口不合格——主要是手柄松动和锅底有划痕。验货机构出了报告,客户直接要求整批退运。来回运费加重新生产,成本核算下来这一单亏了将近小二十万。
后来他们来找我复盘,我说问题不是出在验货环节,是出在合同里——验货标准那一栏写的是”外观整洁、无明显缺陷”,这八个字在不同的验货员眼里可以差出十万八千里。
锅具出口验货被拒这件事,在外贸圈太常见了。今天把验货现场最常出问题的十类不合格项一个一个拆开讲,告诉你每类的判定标准是什么、工厂端为什么会出问题、以及采购商怎么在合同里提前堵住漏洞。
先搞清楚验货标准:AQL到底是什么
在说具体不合格项之前,先把一个基础概念讲清楚——AQL。
AQL 是 Acceptable Quality Level 的缩写,中文叫”可接受质量水平”。它不是”允许多少缺陷”,而是”在大货中,我愿意接受的最大缺陷比例”。
比如 AQL 2.5 意味着:每百件产品中,最多允许 2.5 件有该类缺陷。但这是统计学概念——AQL 2.5 不是说 100 件里有 2-3 件不合格就整批接受,而是根据抽检方案(抽多少件)来计算允收/拒收数量。
拿 IEC 尺码表来说:批量 280 件,AQL 2.5 抽检 50 件,允收上限是 3 件——如果 50 件里查出 4 件不合格,整批退运。
很多采购商签合同的时候写 AQL 2.5,但实际验货时用的是 AQL 1.0,甚至有的客户根本没有明确的 AQL 约定,口头说”我们要求很高的”,结果工厂出完货客户验货说不合格,扯皮就开始了。
还有一个问题:工厂内部全检的及格线,往往比客户指定的 AQL 标准宽松 2-3 倍。所以工厂报告”全部合格”不等于客户 AQL 抽检能通过。
第一名:外观缺陷(占验货不合格总量约 40%)
什么算外观缺陷
划痕、凹坑、压痕、釉面剥落、砂眼、色差、水波纹、覆层划伤——这些是最常见的外观不合格项。
外观缺陷的判定难点在于:标准是主观的。”不明显”三个字,工厂质检员觉得不明显,客户验货员可能觉得非常明显。不同的人对同一个缺陷的容忍度可以差出两到三个等级。
为什么会产生
生产环节产生:原材料表面有原始缺陷但没有剔除、铸造模具磨损导致铸件表面出现砂眼、抛光工序研磨不均匀、珐琅烧制温度波动导致釉面颜色不均、包装时没有加内衬或保护膜导致运输途中摩擦划伤。
还有个隐蔽原因——工厂出货前会”特挑”一批样品给验货员看,这批货是专门挑出来的精选品,质量明显好于大货真实水平,但客户不知道。
采购商怎么防
合同里必须明确外观缺陷的判定标准,不能只写”外观整洁、无明显缺陷”。具体写法:比如”锅体外表面不允许有可见划痕(正视 30cm 距离);内表面允许长度<=3mm 的浅划痕不超过 2 处/口;锅底不允许有影响平置的凹坑"。标准越具体,争议越少。
另外要求工厂在出货前提供随机抽检报告,注明抽样方法、抽检数量、不良品数量。最好自己派人或委托第三方到工厂仓库随机抽样,而不是等货到目的港再验——后者成本高得多。

第二名:材质与合同不符(约占 18%)
什么算材质不符
覆层不锈钢牌号不对(比如合同要求 304 但实际用的是 201)、芯材铝合金厚度缩水、铸铁材质不是合同约定的牌号、珐琅釉料配方与样品不一致。
这个问题在外贸里是红线问题——轻则客户索赔,重则触犯进口国食品接触材料法规,导致整批次被海关扣押或销毁。
为什么会产生
有些工厂在报价时按 304 不锈钢报,实际生产时偷偷换成 201——两者外观几乎一样,肉眼无法分辨,但 201 不符合欧美食品接触材料标准。用 201 做覆层的锅具在欧盟市场是违禁品,在美国也有合规风险。
铝层厚度缩水是更常见的做法:合同写铝层>=1.5mm,实际批量生产时做到 1.0mm,检测时拿特挑的样品送检,普通抽检很难发现。
采购商怎么防
合同里必须写明两点:第一,覆层和芯材的具体材质牌号/规格,不接受”304 不锈钢”这种泛泛写法,必须精确到 “304 (06Cr19Ni10),依据 GB 4806.9-2023″;第二,铝层/铜层厚度范围 “1.5-1.8mm”,并约定检测方法和违约责任。
另外要求工厂随货提供当批材质证明(材质化验单或光谱检测报告),采购商自己也可以在入仓前用便携式光谱仪快速检测——现在手持光谱仪几万块就能买到,验货前测几口,准确率比送实验室高得多。
第三名:把手/手柄/盖钮松动或脱落(约占 15%)
什么算不合格
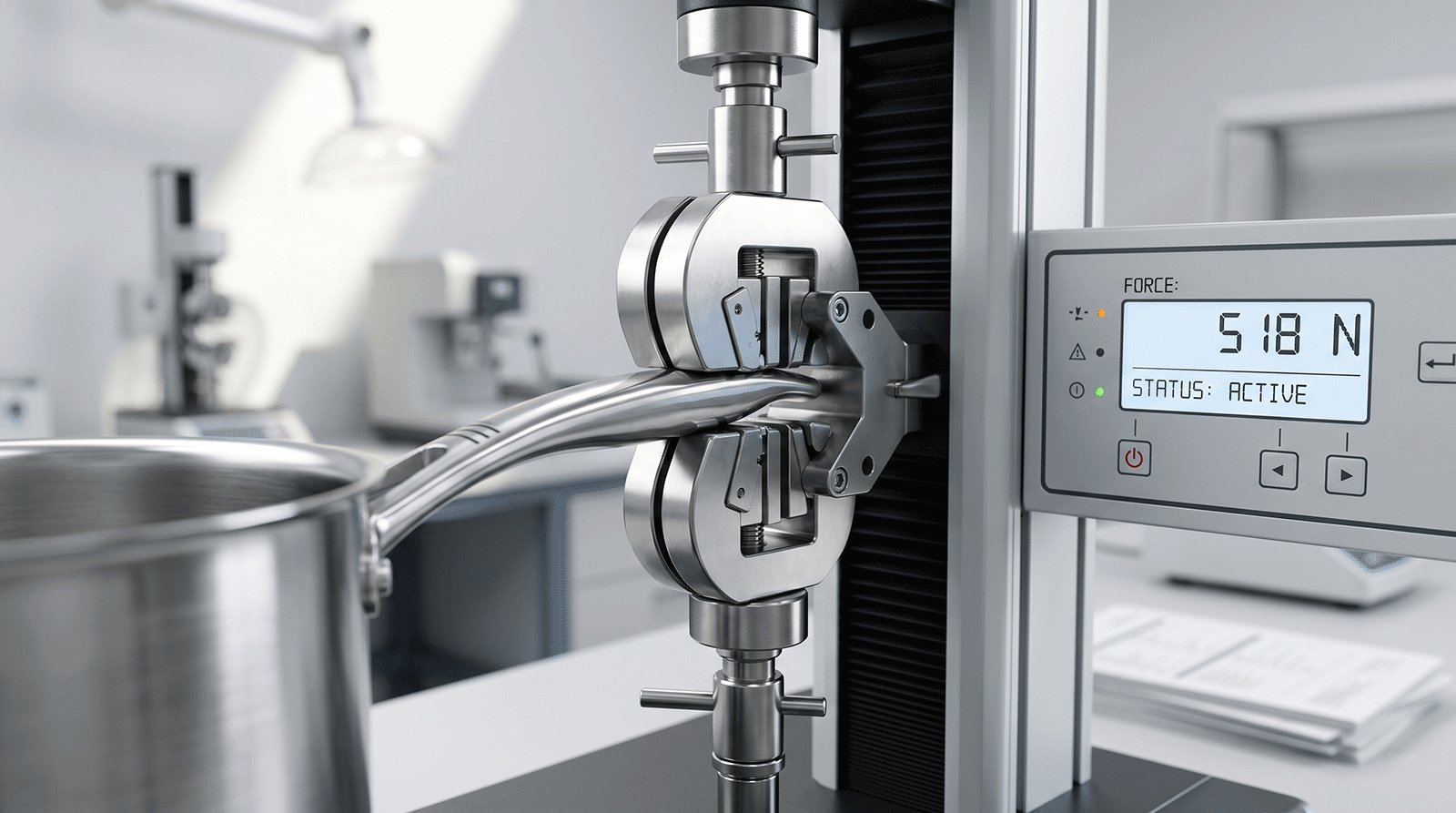
把手松动:沿把手轴向施加合同约定拉力(通常 400-600N),把手相对锅体位移超过 2mm 或把手脱落。手柄断裂、盖钮脱落同样拒收。
这个项目是出口验货的必检项,不合格的后果很严重——用户在厨房使用时把手脱落导致烫伤事故,是品牌方最怕的售后场景,也是海外监管机构最敏感的产品安全问题。
为什么会产生
铆接式把手:铆钉材质不对(用了铁铆钉而非不锈钢铆钉),或者铆接时压力不够,导致铆钉松动。焊接式把手:焊接点有虚焊或者焊缝开裂。不锈钢铸件把手:铸造时内部有气孔,强度不够。使用一段时间后铆接点松动:铆接压力不足,或者使用过程中反复热胀冷缩导致铆钉疲劳。
采购商怎么防
合同里明确拉脱力测试标准:例如”把手沿轴向施加 500N 拉力,持续 30 秒,不得脱落或产生永久变形”。同时要约定测试方法:是工厂出具测试报告还是第三方现场实测。
样品确认阶段,要求工厂做 10-20 次冷热循环(-20°C 到 +200°C)后再测把手拉力,很多铆接不牢的问题在这个环节就会暴露。首批大货出货前,也要对把手做这个测试。
第四名:锅盖密封不严(约占 8%)
什么算不合格
锅盖扣合后有明显晃动、锅盖与锅体间隙不均匀导致内容物在沸腾时溢出、硅胶密封圈移位或脱落。
为什么会产生
铸造公差控制不好,锅盖和锅体的尺寸不匹配——要么盖太松,要么盖不上。硅胶密封圈在高温烧制过程中变形,失去了弹性。或者包装时密封圈没有固定好,运输颠簸导致移位。
采购商怎么防
合同里写明密封性测试方法:最简单的是”在锅内注水至距边缘 2cm,盖上锅盖倒置 2 分钟,不得漏水”。同时要注明是每口全检还是抽检、合格标准是什么。
第五名:食品接触材料溶出量超标(约占 7%)
什么算不合格
这个不是验货现场能快速判定的,需要实验室检测。但它是所有不合格项里后果最严重的——溶出量超标意味着产品对消费者健康有直接危害,通常面临监管机构召回、罚款乃至刑事责任。
常见的超标项:铅溶出量(美国 FDA 21 CFR 175.300 规定上限 0.1mg/kg)、镉溶出量(上限 0.01-0.05mg/kg)、铬溶出量(欧盟 AP (2004) 1 规定上限 0.1mg/kg)。
为什么会产生
釉料配方不对——使用了含铅或含镉的廉价釉料。烧制温度不对——温度偏低导致釉面没有充分熔融,微量元素容易析出。或者基材本身(铸铁或铝合金)中的重金属在特定 pH 值条件下迁移到食物里。
采购商怎么防
这是最不能省钱的环节。第一,要求工厂提供由 ISO 17025 认可实验室出具的当批检测报告,报告编号必须可查——不要接受工厂自己出具的非第三方报告;第二,合同里写明检测项目和合格标准(LFGB、FDA、或者你的目标市场对应标准);第三,如果你的目标市场是欧盟或美国,定期抽检送到独立实验室,不要等客户验货时才做。
第六名:包装破损或唛头错误(约占 6%)
什么算不合格
外箱破损导致产品损坏、内衬不够或材质不对导致产品在纸箱内晃动摩擦、唛头信息(品名/数量/批次号/目的港)与发票和合同不一致。
为什么会产生
包装材料成本被压得太低,纸箱克重不够。工厂没有按照目的港的搬运条件设计包装——比如去美国港口的货柜往往堆码层数高,需要更强的外箱抗压强度。唛头错误通常是跟单员不熟悉单证要求,把目的港或唛头格式写错了。
采购商怎么防
合同里附包装规格书(内衬材质+厚度、外箱材质+克重、堆码层数建议),不要让工厂自己决定包装方案。唛头格式在合同里用示例标注清楚。另外提醒一句:包装问题往往在装柜之后、到港卸货前才被发现,那个时间点发现问题的成本是验货发现成本的 5-10 倍。
第七名:尺寸偏差超出公差(约占 4%)
什么算不合格
口径偏差(合同 24cm 实际 23.5cm)、总高度偏差、锅底厚度偏差、锅底平面度不够导致使用时晃动。
为什么会产生
铸造模具磨损没有及时更换。不同批次的来料(铝板/不锈钢板)厚度波动,没有相应调整冲压参数。工厂没有做批量前的首件确认——以为调好了,实际和合同差了。
采购商怎么防
合同里必须附尺寸规格书,写明每个关键尺寸的公差范围。样品确认阶段量好所有关键尺寸,大货出前再量——如果尺寸不对,往往是模具或材料批次的问题,整批都要调整。
第八名:把手/手柄 ergonomics 问题(占 2-3%)
什么算不合格
把手设计不符合人体工学——端不平、握感差、隔热效果不够、使用时容易滑脱。这个在验货标准里容易被忽略,但用户的差评往往从这里来。
为什么会产生
产品开发阶段没有做真实用户测试。工厂按图生产,但图纸上的把手角度和实物有误差。隔热材料(硅胶套/电木把手)的耐热等级不够,高温使用时烫手。
采购商怎么防
样品阶段务必自己实际使用几次再确认,不要只看图纸。让工厂提供把手温度测试数据——在锅内油温 200 度时,把手末端温度不应超过 60 度(这是人体接触安全阈值)。
第九名:色差批次不一致(占 2-3%)
什么算不合格
同一订单分两批交货,颜色明显不一致。尤其是珐琅锅,釉面颜色对用户的购买决策影响很大——色差明显会被买家认为是质量问题。
为什么会产生
釉料配方在不同批次间有波动。烧制温度或保温时间不固定。喷涂厚度不同导致颜色深浅差异。
采购商怎么防
合同里写明色差允收范围——通常用 CIE 色差值 Delta E 表示,工业标准是 <=1.0 为几乎无差异,<=3.0 为可接受范围。另外要求工厂留好首批大货的颜色样(封样),后续批次对照封样对色,防止批次间色差。
第十名:认证文件与实物不符(约占 2%)
什么算不合格
工厂提供的 LFGB/FDA 测试报告不是当批产品实测的,而是用了别的批次的报告。证书上的产品描述和实际出货产品不符。或者认证证书本身是伪造的。
为什么会产生
测试费用高,一批一测成本太高,所以工厂用旧报告冒充。或者工厂不知道自己用的材料换了供应商,检测报告和实际材料不对应。极少数情况下,工厂故意造假。
采购商怎么防
合同里明确要求检测报告编号对应当批产品,并且报告上的产品规格描述要与合同一致。收到报告后去发证机构的网站核查编号真伪。重要订单建议自己委托第三方重新抽检。
总结:采购商自检清单
说了这么多,给你拉一个实际能用的验收清单。
验货前:
- 确认AQL标准和抽检方案,双方口径一致
- 提供验货标准文件(外观缺陷图示+判定等级+每类缺陷的AQL)
- 确认随机抽样方法——告诉工厂不要”特挑”
- 要求工厂提供当批材质证明和检测报告
验货中:
- 随机抽取样品,不要只查工厂给你选的那几口
- 每口都查外观、把手拉力、密封性三项
- 记录每件不合格品的缺陷类型和照片留存
- 复核唛头和外包装信息
验货后:
- 不合格品超过AQL允收数,整批退运,不要妥协让步
- 出具书面验货报告,双方签字
- 不合格样品留存,作为后续追溯依据
- 汇总不合格项发给工厂,要求书面改善方案
说到底,验货不是”挑毛病”,是把问题提前发现、提前解决。验货发现问题比货到客户手上才发现问题,成本差出去十倍不止。前期多花一点时间验清楚,后面少花大量时间和钱去善后。